托盘参数“差之毫厘”:为什么高装载率方案总在现场卡壳?
系统吐出98%的装载率。很漂亮。 现场拆盘。重装。发车延误两小时。
顶层纸箱被压溃。打包带勒进瓦楞里。缠绕膜根本穿不过底部预留孔位。 算法没有算错。错的是输入。规划人员把长宽高填进表单,留空了“顶层高度差”以及“加固占位空间”。求解器把这些空缺当作绝对零值去处理,直接在三维空间里开展刚性排样。数学最优。物理上却行不通。
这种脱节每天都在发生。
物理间隙为何常被当作“可忽略的噪点”?
规划端习惯性把托盘当成标准几何体。认为两三厘米的空隙不会影响全局。但现场工况从来不是理想状态。主要原因囊括以下几个物理层面的硬性衰减:
- 顶层货物的抗压强度通常只会剩下底层SKU的30%到50%。高度差参数一旦缺失,就会把压溃风险直接转嫁给外包装。
- 缠绕膜、L型护角以及钢带必须占用实体的物理容积。忽略它们,就意味着加固物料无法贴合,或者会在运输震动中割伤箱体。
- 引擎不会自动补偿这些现场摩擦。除非人工提前把边界条件录入到系统表单当中。
忽略间隙,等于在默许无限堆叠。代价是返工。以及货损索赔。
关键操作提取:把参数当作约束开关来配置
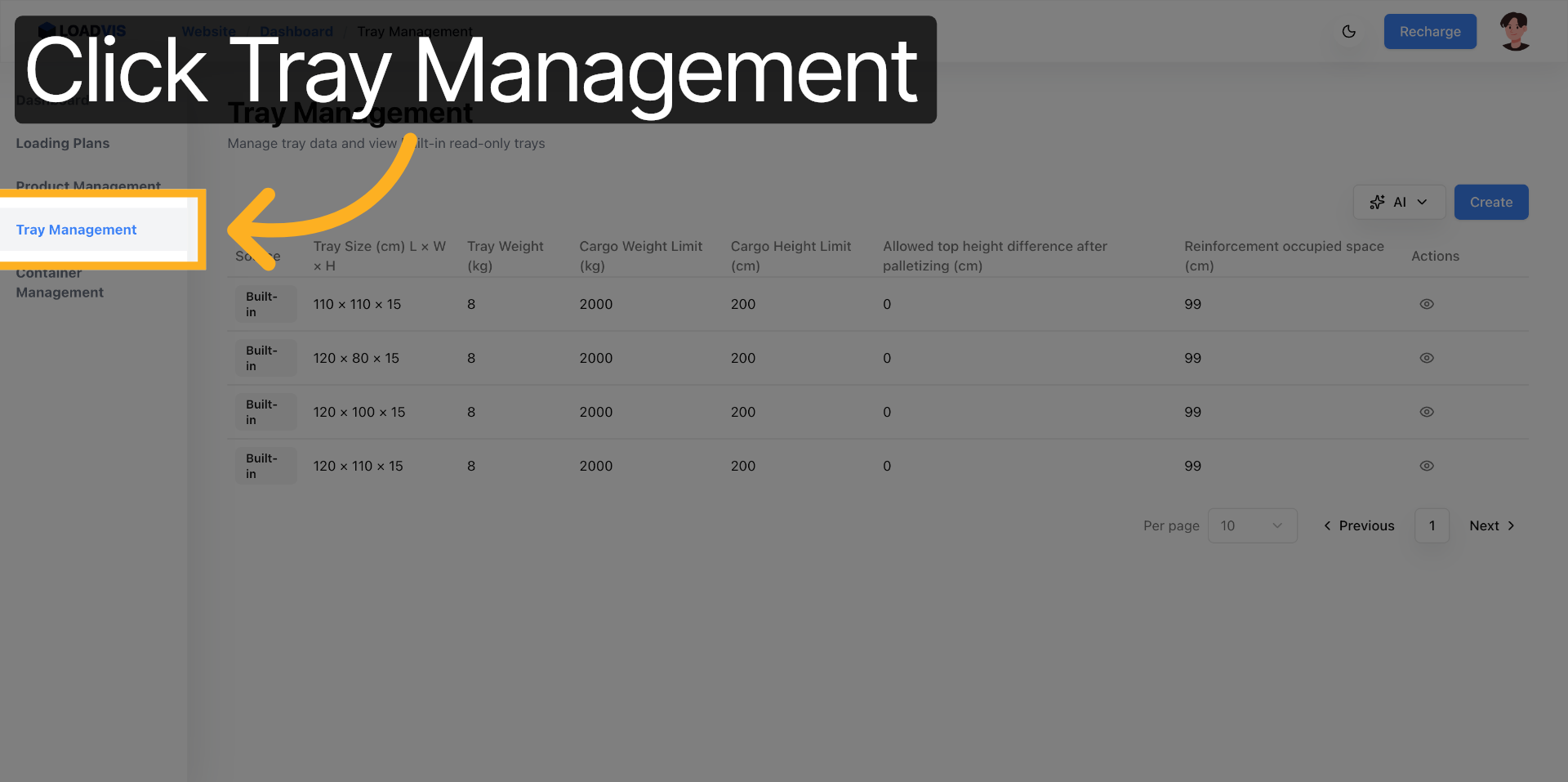
别把建托盘模板当成走流水线的填空题。它是在给求解器划定安全红线。 借助 Loadvis 工作区里的托盘管理模块,开展配置的流程并不复杂。但字段的赋值逻辑决定了输出方案是停留在渲染图里,还是能直接开叉车执行。
打开托盘管理。点击创建。表单展开。
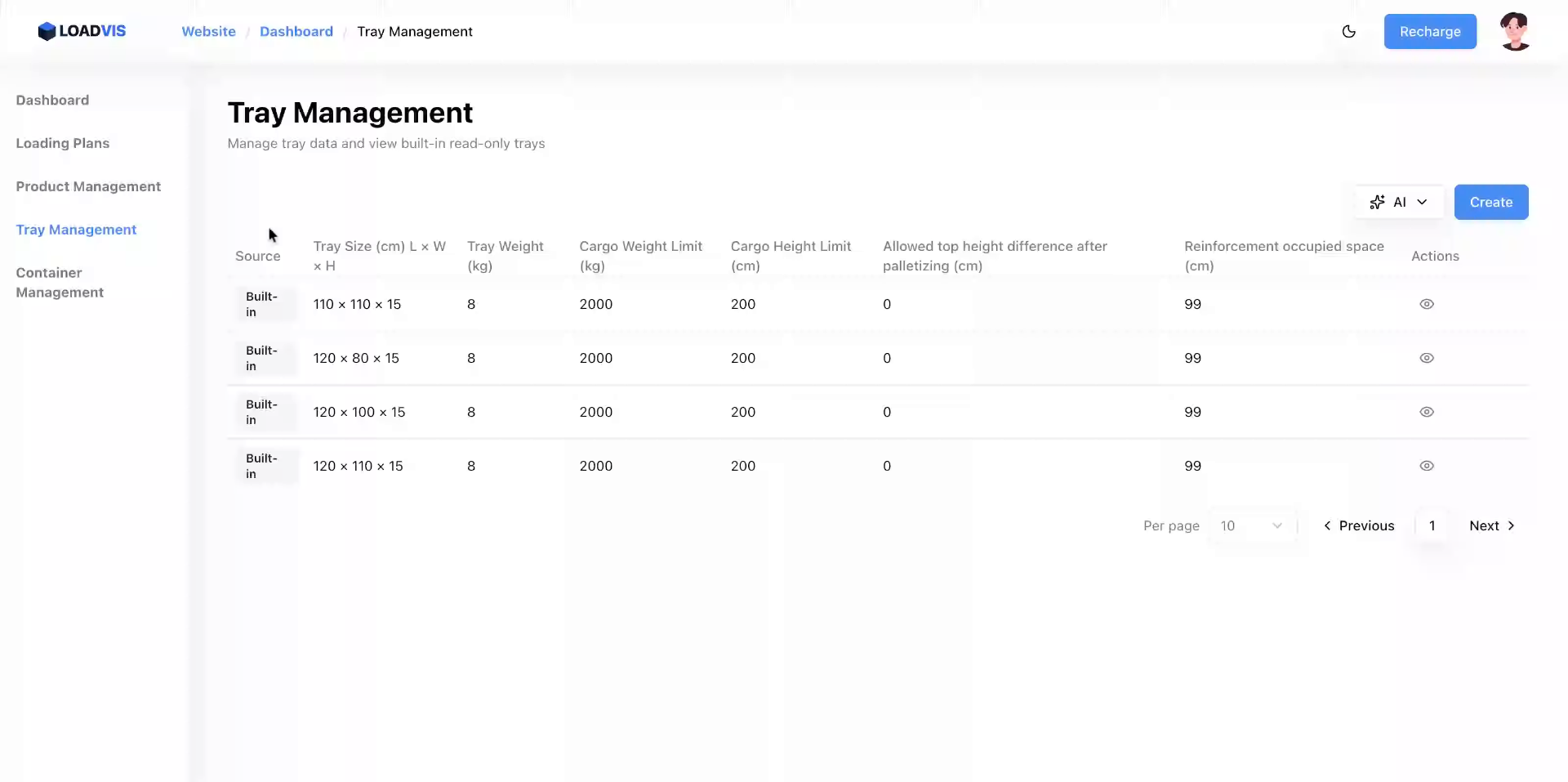
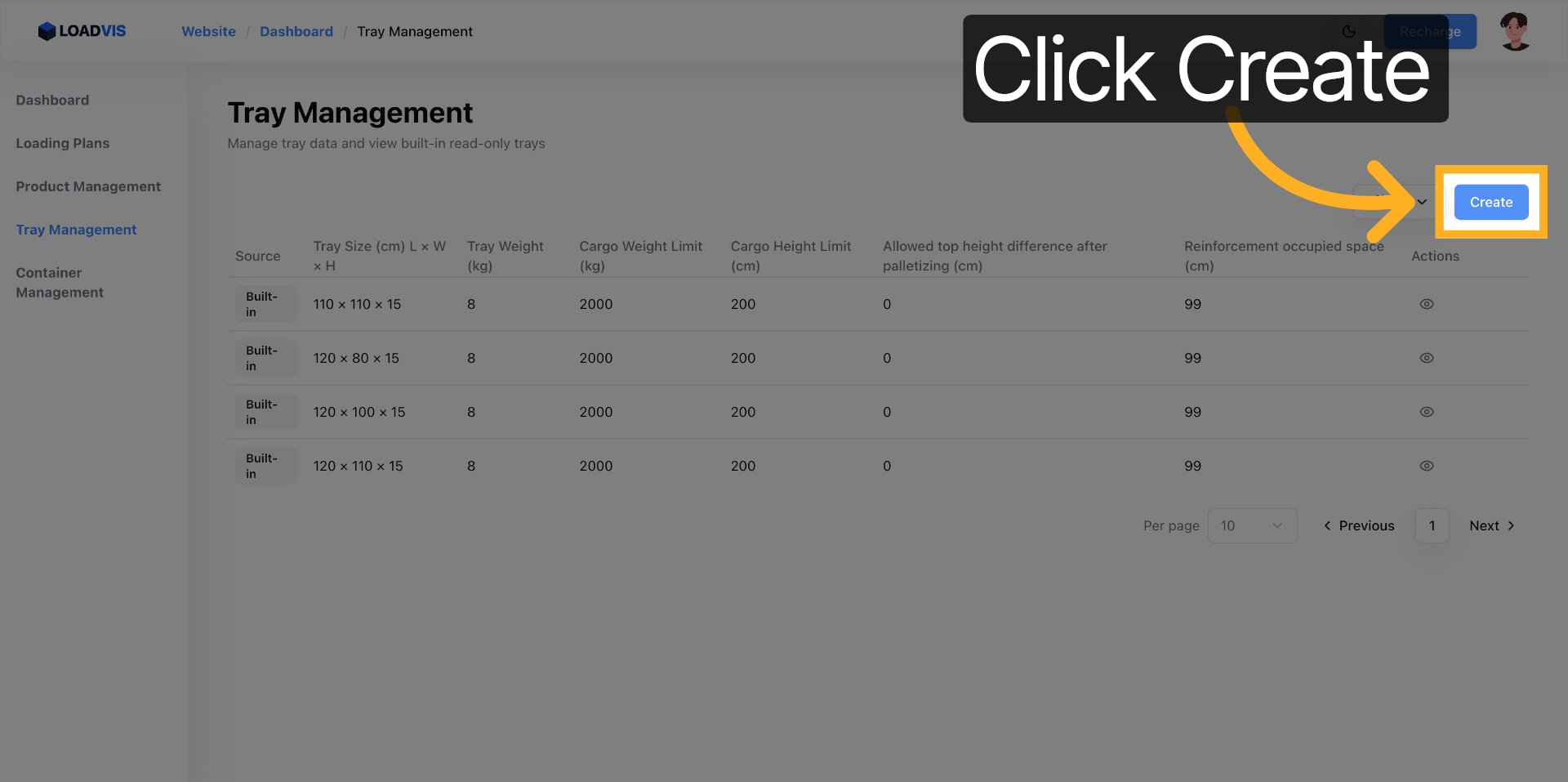
操作的核心不在于点击,而在于把哪些数值填进去。
在托盘宽度以及高度的字段当中,去开展输入动作。把“顶层高度差”与“加固占位空间”当作硬性约束来录入。同时校准货物限重以及托盘自重的逻辑关系。求解器会凭借净重而非毛重来计算载荷分布。填0,等于放行无缝隙打包。正确赋值,则强制引擎在排布方案时提前释放安全余量。
这些参数是触发约束开关的物理映射。不是装饰字段。
为什么边界驱动逻辑能降低隐性成本?
装箱引擎的求解逻辑是边界驱动的。参数越贴近现场物理状态,生成的托盘结构就越具备可执行性。牺牲账面上2%到3%的虚胖容积率,换取一次装车成功率。是极为划算的交换。
粗放填报会诱导引擎把纸箱塞进根本不存在的空间。结果就是打包工拿着钢带在现场比划。发现穿不过去。再拆。再量。再排。时间成本全部堆在月台上。 精细化建模则会迫使系统把护角厚度、缠绕膜重叠区以及顶层纸箱的呼吸间隙纳入考量。方案看起来“松”了一点。但落地时是严丝合缝的。
错误做法 vs 现场更稳妥的做法
直接套用采购规格表里的标称尺寸。非必填项留空或者默认归零。拿理论最大承重去顶替动态运输限重。忽视顶层与底层的力学衰减差异。这是最常见的踩坑路径。
稳妥的路径需要引入实测数据。 抽样测量实际最上层SKU的抗压阈值。把精确高度差录入进去。比如预留30mm的缓冲带。依据包装加固工艺,比如双道钢带配合护角,去测量并录入占位空间的具体数值。区分静态堆码承重与动态运输限重,把二者当中的低值当作配置参数输入到表单里。
要是材质批次变了,或者客户换了打包机。那就马上重新校准占位字段。不要指望模板能一劳永逸。
工具能力边界 vs 必须人工介入的复核节点
Loadvis 的结构化表单能够强制规范数据录入格式。异步求解核心会严格遵循间隙以及限重参数来生成三维方案。并且借助3D视图以及2D投影来开展可视化校验。判断排布是否触碰了预设的物理边界。数据沉淀之后,同类SKU可以直接进行复用。这极大程度上减少了重复沟通。
但它无法替代现场环境的动态变量。人工复核必须卡在这几个关口:
- 特定批次纸箱受潮后的抗压衰减率。系统只认数字,不认空气湿度。
- 客户仓库的实际动线限制。比如转弯半径不足,超长托盘在卸货口就会被卡住。
- 特殊温控环境下的材料膨胀系数。冷链出货的托盘往往需要额外预留热胀冷缩的物理间隙。
这些经验参数必须在建模阶段由人工去标定。并且映射到系统对应的字段当中。工具负责计算。人负责定义计算的物理前提。
模板不是几何档案,是执行底线
参数录入的精度决定了方案是死在系统缓存里,还是能安全驶出月台。 算法天生追求极限堆叠。人工主动设置合理冗余,从来不是妥协。而是消除返工与货损风险的工程底线。把每一毫米的加固空间、每一层纸箱的抗压极限都当作不可逾越的约束去进行配置。现场就不会出现“理论上完美,实际上翻车”的尴尬局面。
参数对了。车就能走。