When High Utilization Meets the Door Frame: Why Container Profiles Break On-Site Execution
The dashboard flashes a 93% volume fill rate. The weight utilization sits at a perfectly balanced 88%. You export the manifest. You hand it to the dock crew. Reality intervenes immediately.
Top-tier cartons strike the rear threshold. The forklift mast cannot tilt upward without gouging the corrugated header. You watch the driver reverse out, curse under his breath, and request a floor rebuild. Meanwhile, the rear axle groans under a localized payload spike because the algorithm stacked dense machinery at the tailgate. Mathematically pristine. Physically unworkable.
I have witnessed this exact sequence unfold across dozens of logistics deployments. The optimizer treats a shipping container as an inviolable Euclidean prism. It assumes perfect ingress clearance. It presumes uniform floor load distribution. The solver does not account for the physical throat of the doorway, nor does it recognize that steel fatigues, door gaskets compress, and warehouse clearances demand operational headroom. You end up with a plan that looks elegant on a monitor and stalls on the loading bay.
Why Physical Boundaries Get Routinely Ignored
Planning desks habitually engage in the practice of retrieving standardized internal L×W×H templates and affixing nominal maximum weight figures directly into their configuration matrices. Teams place an overwhelming priority on driving up volume utilization percentages and weight saturation rates while routinely sidelining the geometric execution thresholds that actually dictate floor feasibility.
Feedback loops fracture at the warehouse gate. Forklift operators spend their shifts manually shoving misplaced pallets toward the doors. Planners rarely receive telemetry regarding these physical interventions. They return to their screens, unaware of the friction. The entire industry operates under a dangerous homogenization fallacy. Everyone assumes a 40HQ manufactured by Carrier A possesses identical dimensional tolerances to a 40HQ from Carrier B.
It does not work that way. Door apertures shift across manufacturing batches. Interior corner posts protrude at varying angles. Floor rails impose lateral constraints. You ignore these variables, and your optimization engine happily constructs loading sequences that defy physics.

Key Operations: Where Configuration Dictates Algorithmic Behavior
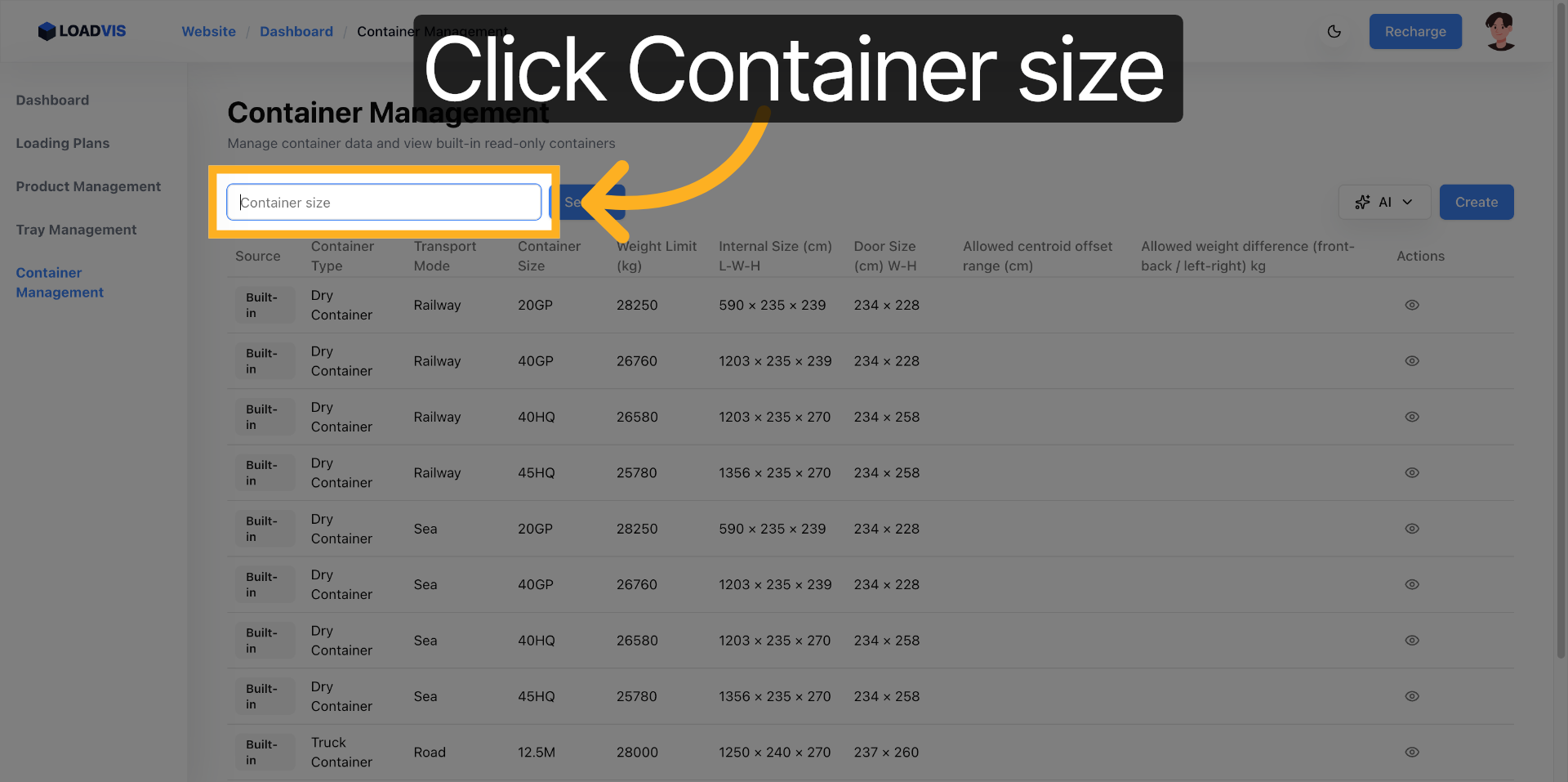
You cannot simply drop default values into a configuration matrix and expect reliable output. The container specification module demands deliberate boundary definition.
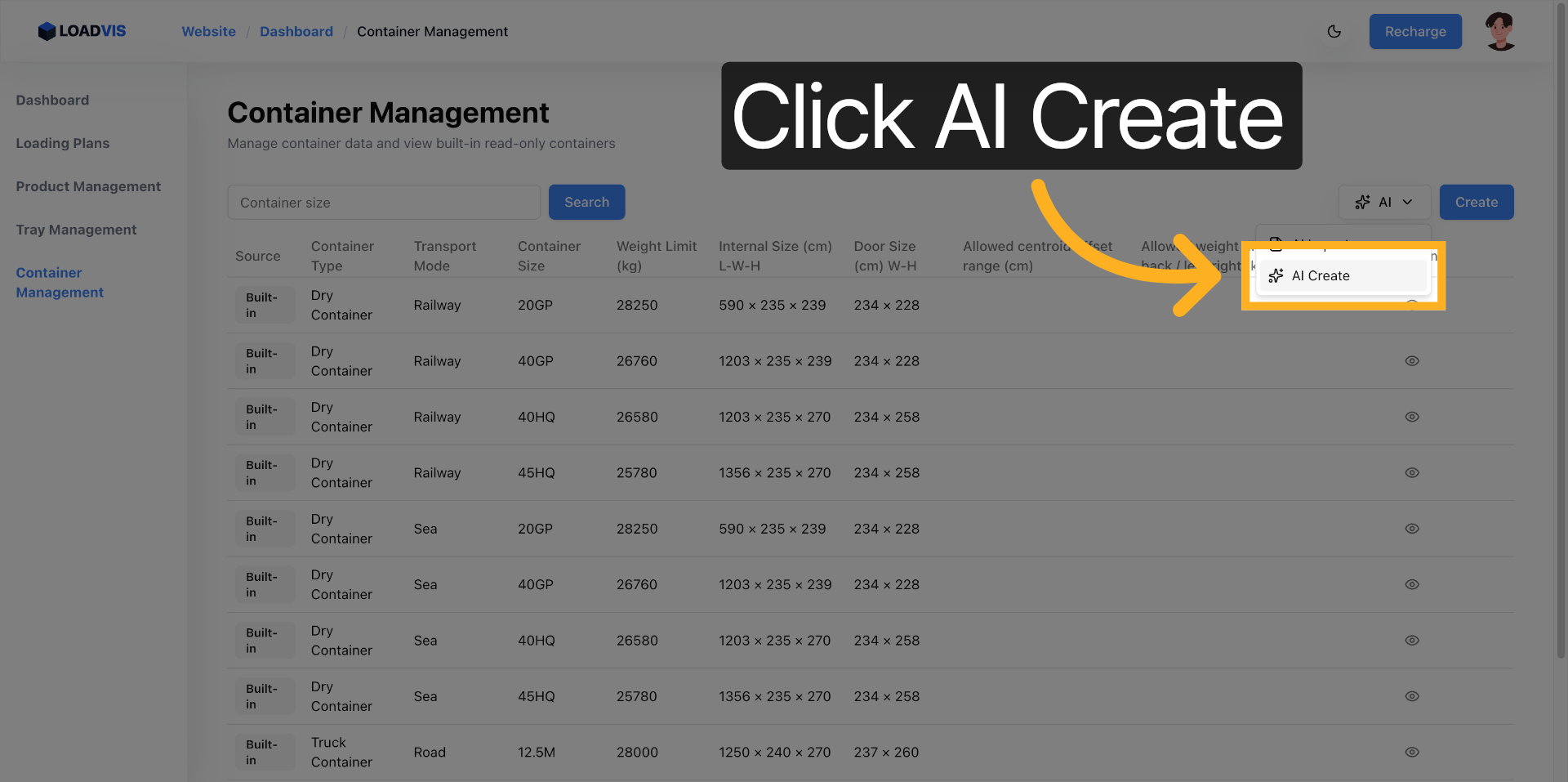
You initiate the process by navigating to the container configuration management area. From there, you engage in the activation of the AI intelligent recognition module by selecting the AI Create command. You feed raw carrier specification text directly into the ingestion field. The engine parses dimensional strings, weight ceilings, and internal geometries without requiring manual keystrokes for every parameter.
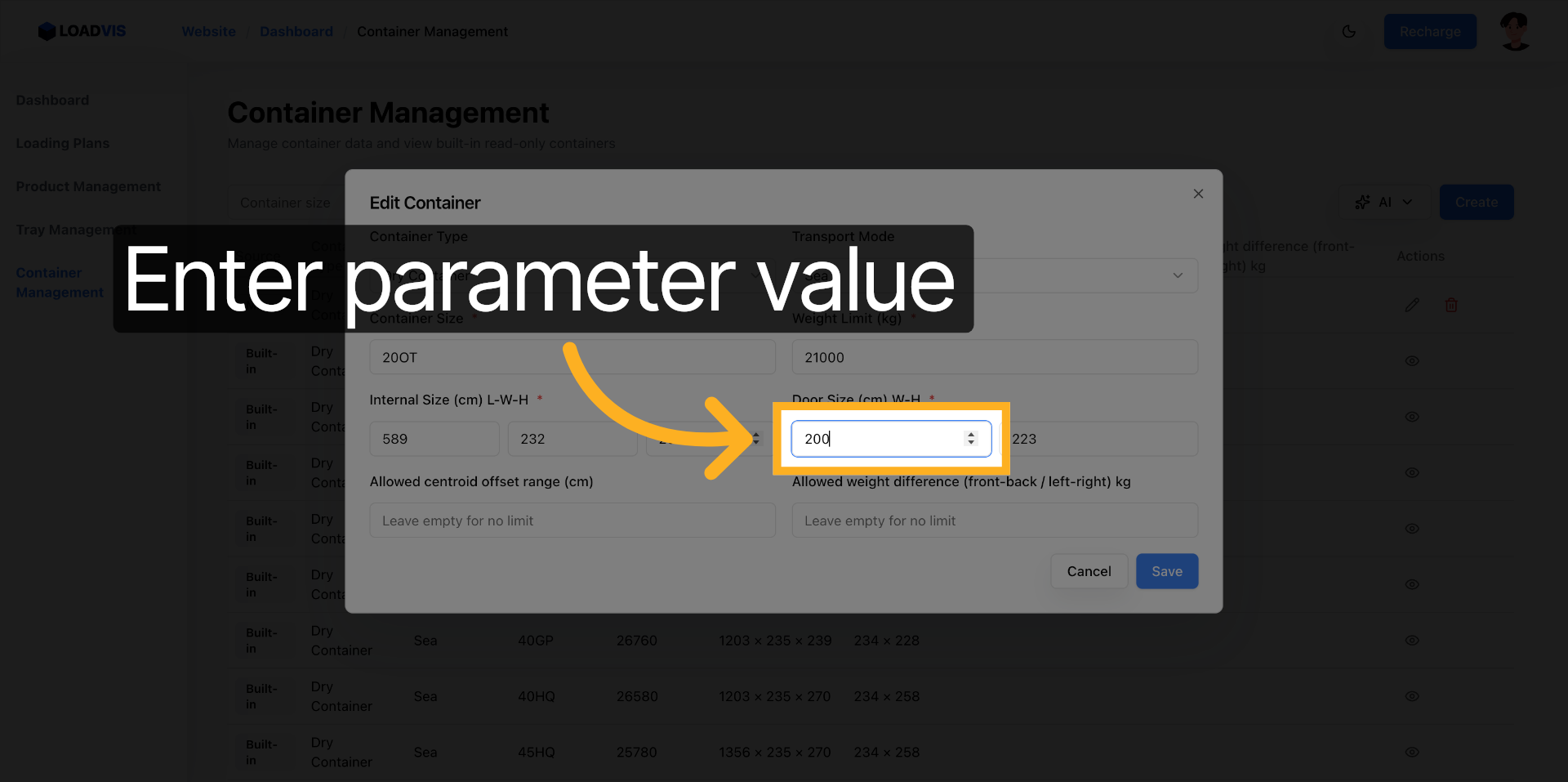
These fields never function as mere administrative placeholders. They operate as rigid spatial fences and absolute load ceilings for the underlying solver. If you configure the door opening height to exactly match the internal ceiling height, the bin-packing heuristic will confidently position your tallest SKU stacks against the rear bulkhead. The result? An impassable loading aisle. No forklift can maneuver past the vertical barrier. The algorithm executed flawlessly within a corrupted constraint set.
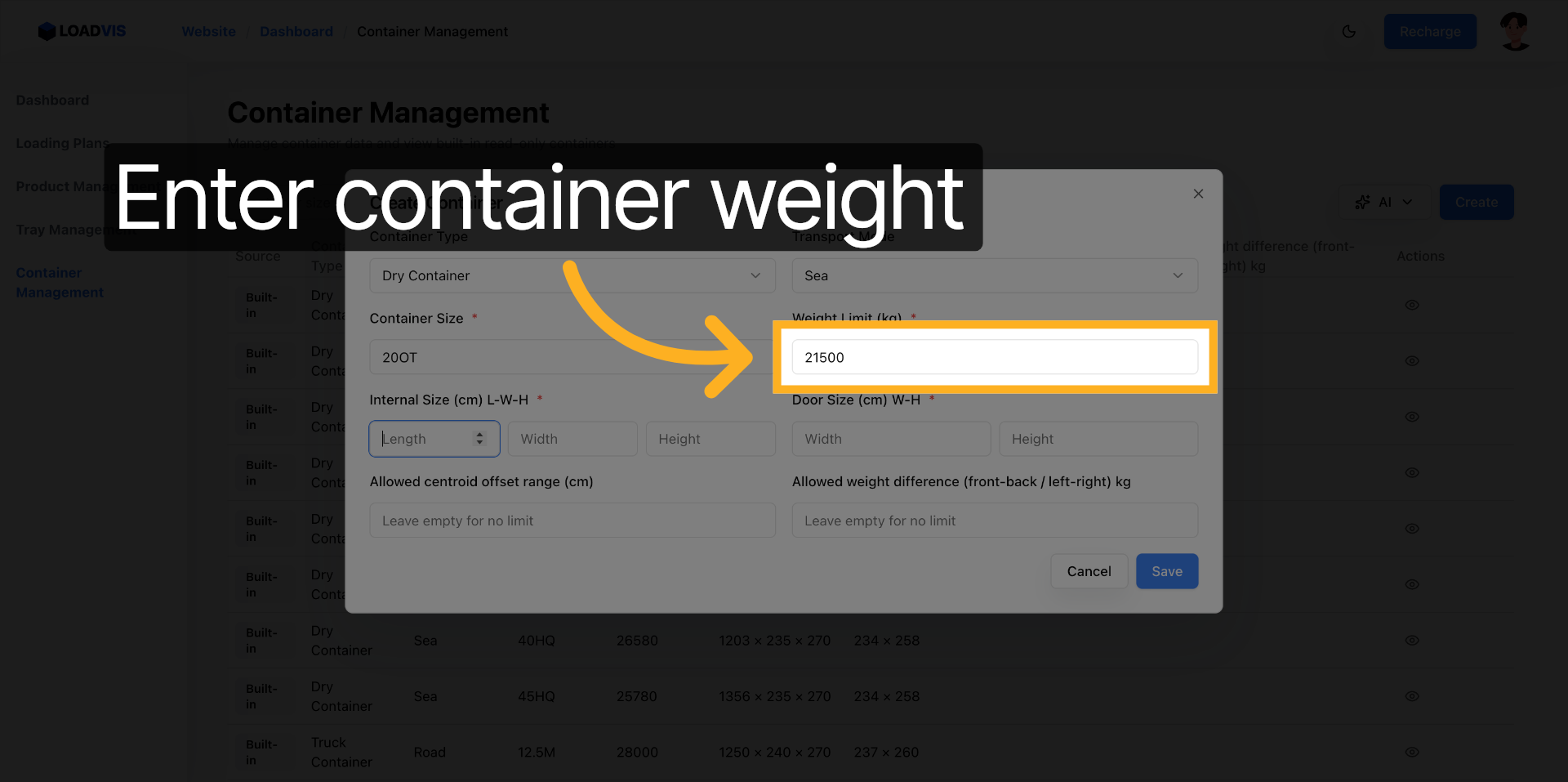
Payload configuration demands identical scrutiny. You enter the maximum payload ceiling to establish a hard cap on longitudinal mass distribution. When the solver respects this threshold, it actively prevents centroidal migration toward the rear doors. Structural stress stays within the manufacturer’s rated compliance range. You neglect to define the door opening width, and the planner assumes unlimited lateral clearance. Pallets jam at the entrance. Operations stall. The system only models what you explicitly define.
Wrong Approaches Versus Reliable Execution Pathways
The lazy trajectory relies on selecting a generic ISO template. Operators skip the door dimension inputs entirely. They treat the factory-rated maximum tonnage as an absolute operational truth. They hit generate. They get a theoretical layout. The floor rejects it.
The disciplined pathway requires a completely different workflow. You ingest unstructured carrier documentation through the text recognition parser. You manually cross-reference the parsed door clearance values against physical yard measurements. You deliberately apply a 5 to 10 centimeter operational buffer to every vertical constraint. You establish realistic payload ceilings that factor in aged floor integrity rather than pristine factory stickers.
Execution feasibility only materializes when you satisfy strict judgment criteria. Door clearance must mathematically exceed the maximum cargo stack height plus your forklift tilt and maneuvering margin. Weight distribution must respect both the rear axle load rating and the point-load floor limits. You evaluate the plan against these inequalities before you commit it to the loading sequence. Anything less guarantees dock-side rework.
System Capabilities and Inescapable Manual Verification
The platform accelerates the ingestion phase considerably. It carries out the structuring of fragmented carrier specifications within milliseconds. Validation hooks actively block null entries and prevent the submission of incomplete geometric profiles. The optimization engine rigidly adheres to the numerical boundaries you establish. It will not magically interpolate missing clearance data. It will not silently ignore your weight caps.
But the software never leaves the server environment. You must still carry out the physical verification of actual assets. Older containers exhibit door sag. Interiors warp under prolonged thermal cycling. Corner castings deform from improper stacking in previous voyages. The algorithm lacks optical sensors to inspect physical degradation.
You pull the official shipping line dimensional manual. You compare the published tolerances against yard tape readings. You verify municipal road weight statutes for the final transport leg. You confirm that the theoretical centroid aligns with local bridge and highway regulations. The system models mathematical constraints with high fidelity. It does not possess agency to inspect rusted threshold plates or degraded floor cross-members. Human judgment remains the final gatekeeper.
Closing Thoughts: Feasibility Through Constraint Discipline
Execution viability remains entirely contingent on input fidelity. If you feed the solver idealized geometry, it returns a mathematically sound impossibility. Constraint mapping requires deliberate friction. You verify the door throat. You cap the payload with operational headroom. You map the physical boundaries before initiating the calculation sequence.
Do not treat configuration fields as optional metadata. Treat them as load-bearing architectural elements. The optimization engine respects the fences you build. It does not question their reality. Floor teams do not care about your utilization percentage. They care about clearance margins, weight distribution, and whether the forklift can actually navigate the loaded volume. Build your constraints accordingly. Validate relentlessly. Run the plan only when the geometry aligns with the physical world.