計画体積は最適でも現場が拒否する理由:積載アルゴリズムにおける物理制約の過小評価とデータ整備の境界条件
コンテナ容積利用率が90%を超えていながら、ゲート前のフォークリフトが停止する。よく見る光景だ。アルゴリズムは数学的に正しく動く。物理法則はそうではない。計画段階の数値が綺麗に並んでいるほど、現場の泥臭い干渉問題は後回しにされがちだ。我々が直面するのは、単なる計算ミスではない。境界条件の欠落である。
1. 理論の完成度と現場の乖離を分解する
積載計画が帳簿上は成立していても、実行フェーズで中断されるケースは構造化されている。原因は大きく3つに収斂する。まず、開口部の幾何学的制約である。コンテナのドア寸法やフォークリフトの旋回半径を探索空間から除外した場合、最後のパレットが物理的に挿入不可能になる。アルゴリズムは箱詰めを行う。現実の空間は経路を必要とする。
次に、重量分布の偏りだ。容積優先の配置ロジックが、コンテナ底板の局部荷重限界や輸送時の軸重アンバランスを無視した場合、構造的危険域へ容易に陥る。最後に、積層強度の未定義がある。マスターデータに耐圧限界や許容段数が欠落している場合、下段包装の破損や重心偏差の累積が段積み崩壊を誘発する。計算は完了する。しかし、貨物は動かない。この断絶が、計画部門と現場オペレーターの摩擦を恒常化させる。
2. なぜ物理制約は計画段階で過小評価されるのか
担当者が容積最適化を唯一のKPIと誤認している点が根本にある。システムは入力されたパラメータの箱庭の中で、局所最適解を貪欲に探す。ドア寸法、重心許容偏差、パレット剛性、最小積載構成といった制約がマスターデータに定義されない限り、プラットフォームは物理的に不可能なレイアウトを最適解として平然と出力する。事後の人力修正が必須となる。リードタイムは引き伸ばされる。安全コストは跳ね上がる。数値が綺麗すぎる場合、どこかで現実が切り捨てられていると疑うべきだ。
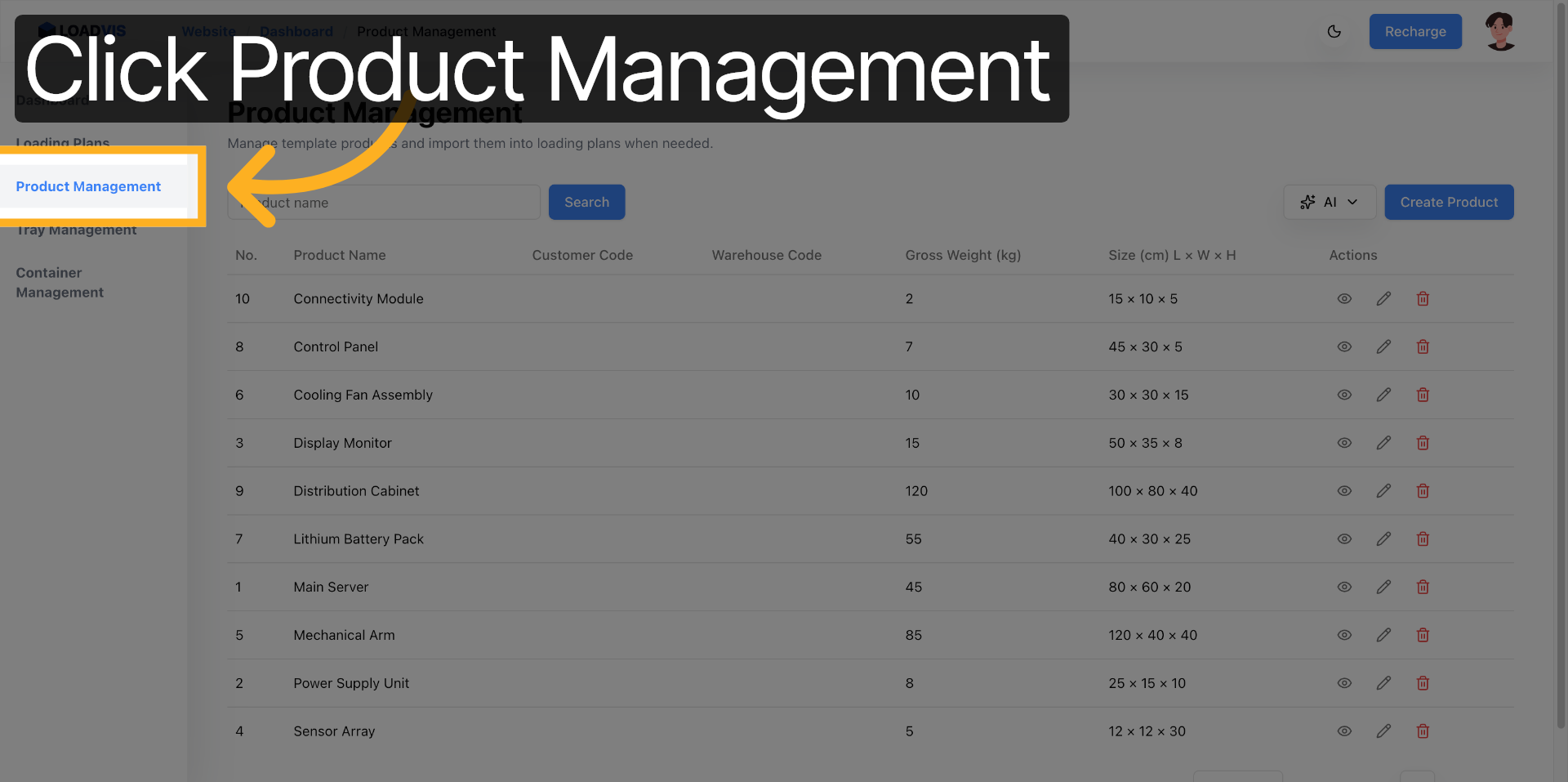
3. データ整備の境界条件と必須検証ステップ
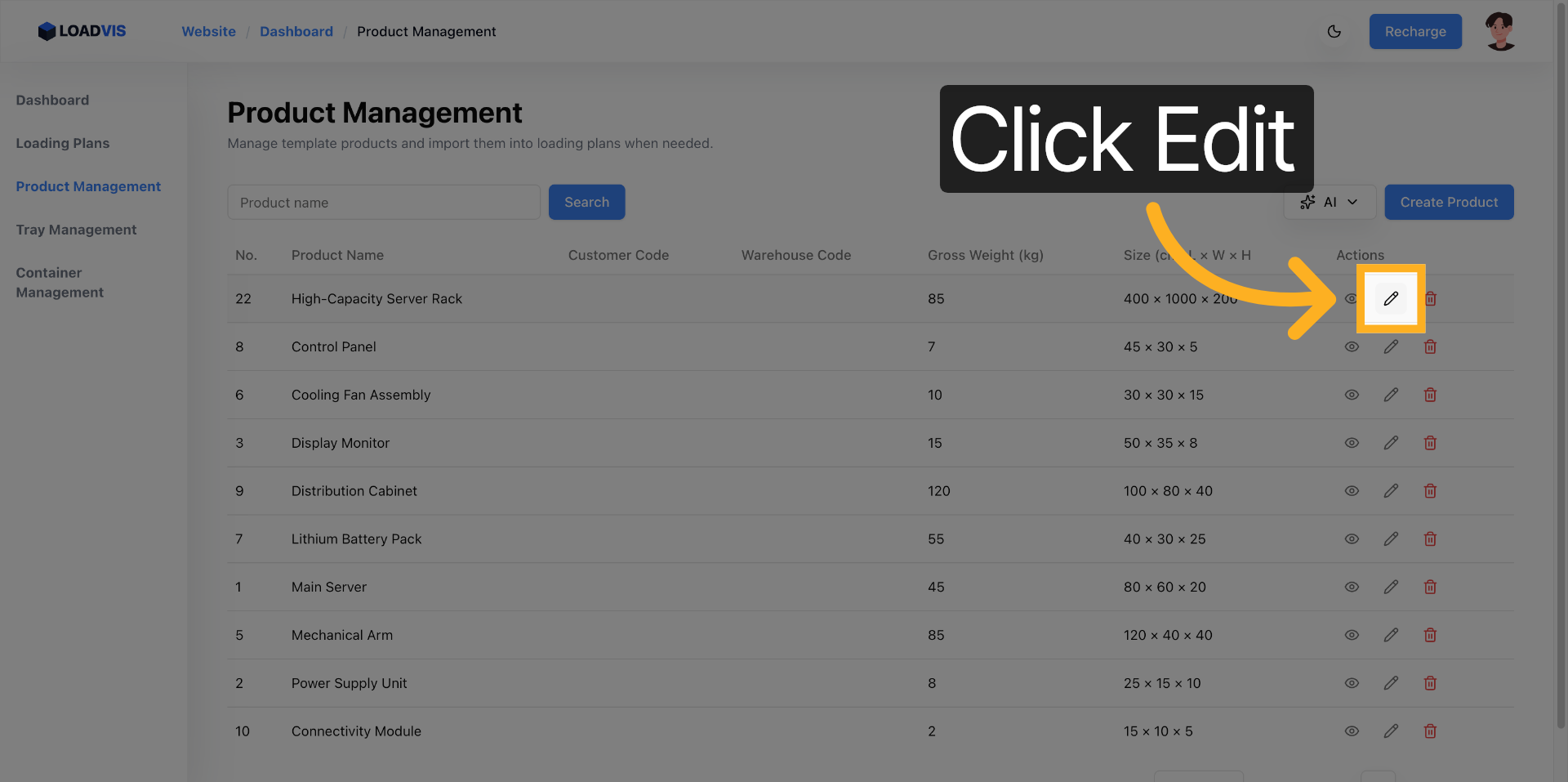
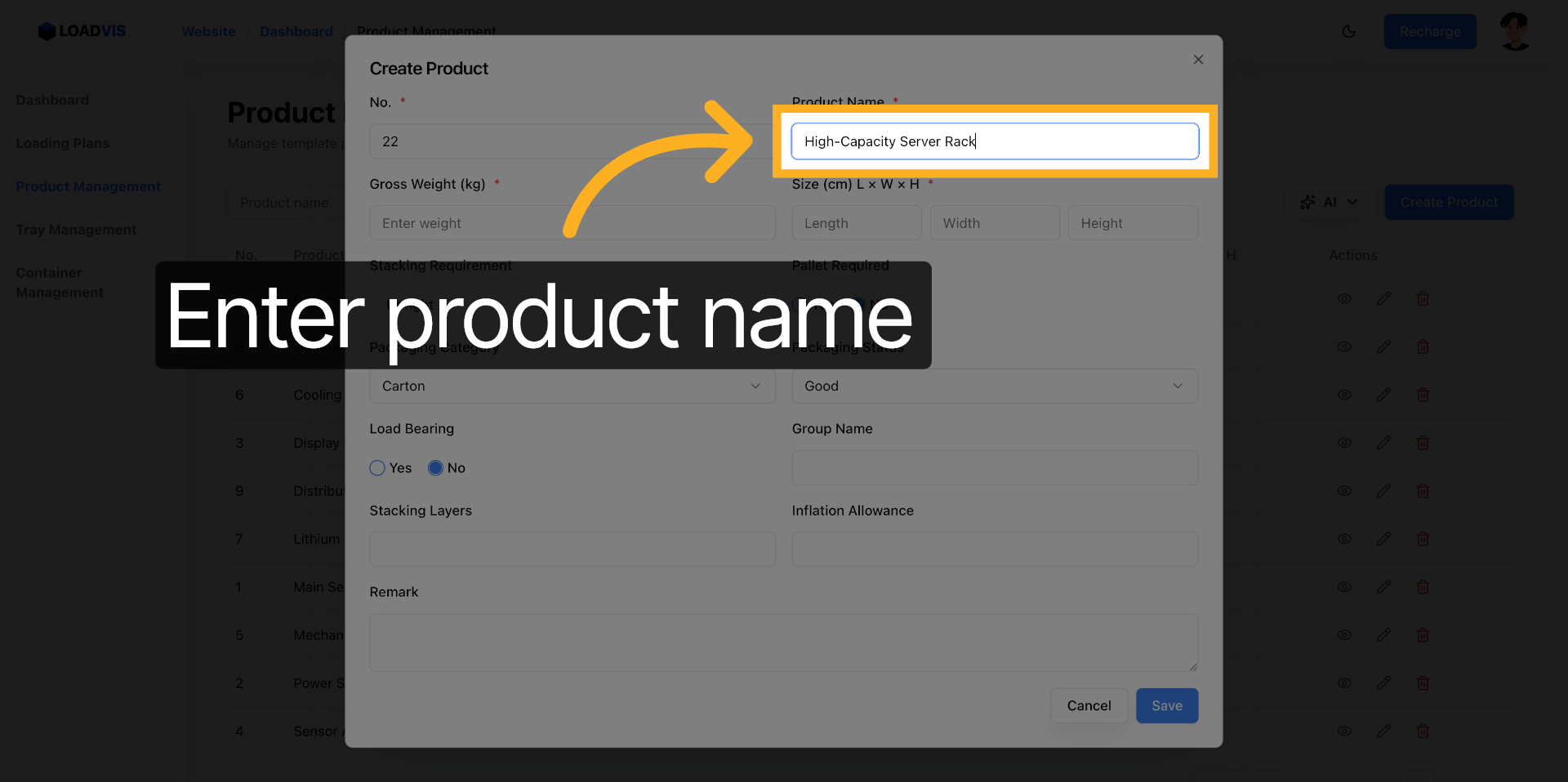
実行可能な計画を導出する分岐点は、マスターデータ入力段階にある。抽象論は不要だ。具体的な操作フローとその根拠を追う。製品登録は単なるラベル付けではない。物理的特性の宣言である。以下に示す操作手順は、システムの探索範囲を現実の物理制約内に閉じ込めるための境界設定となる。
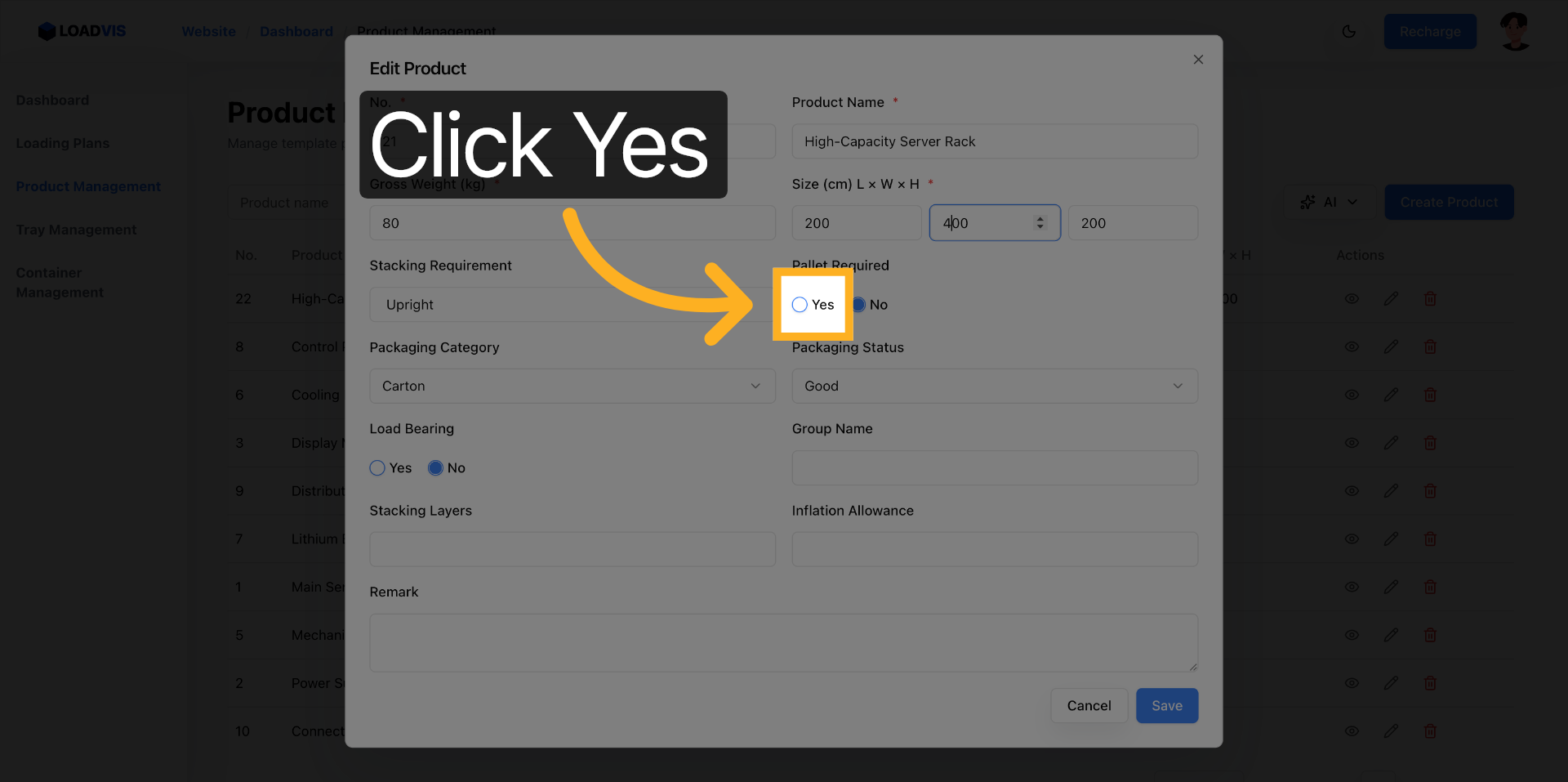
寸法とパレット要件の定義は、積載計算の要である。外形寸法だけでは不十分だ。パレット要件フラグの有効化がアルゴリズムの分岐点を決定する。これを無効に放置すると、システムはパレットの剛性と寸法補正を計算ロジックから完全に排除する。実態と乖離した容積算出が実行される。パレットの有無は積載間隔と底面接地面積に直接影響するため、必須の境界パラメータとなる。
具体的な設定フローを示す。手動登録でも既存データ編集でも、ロジックは同一である。
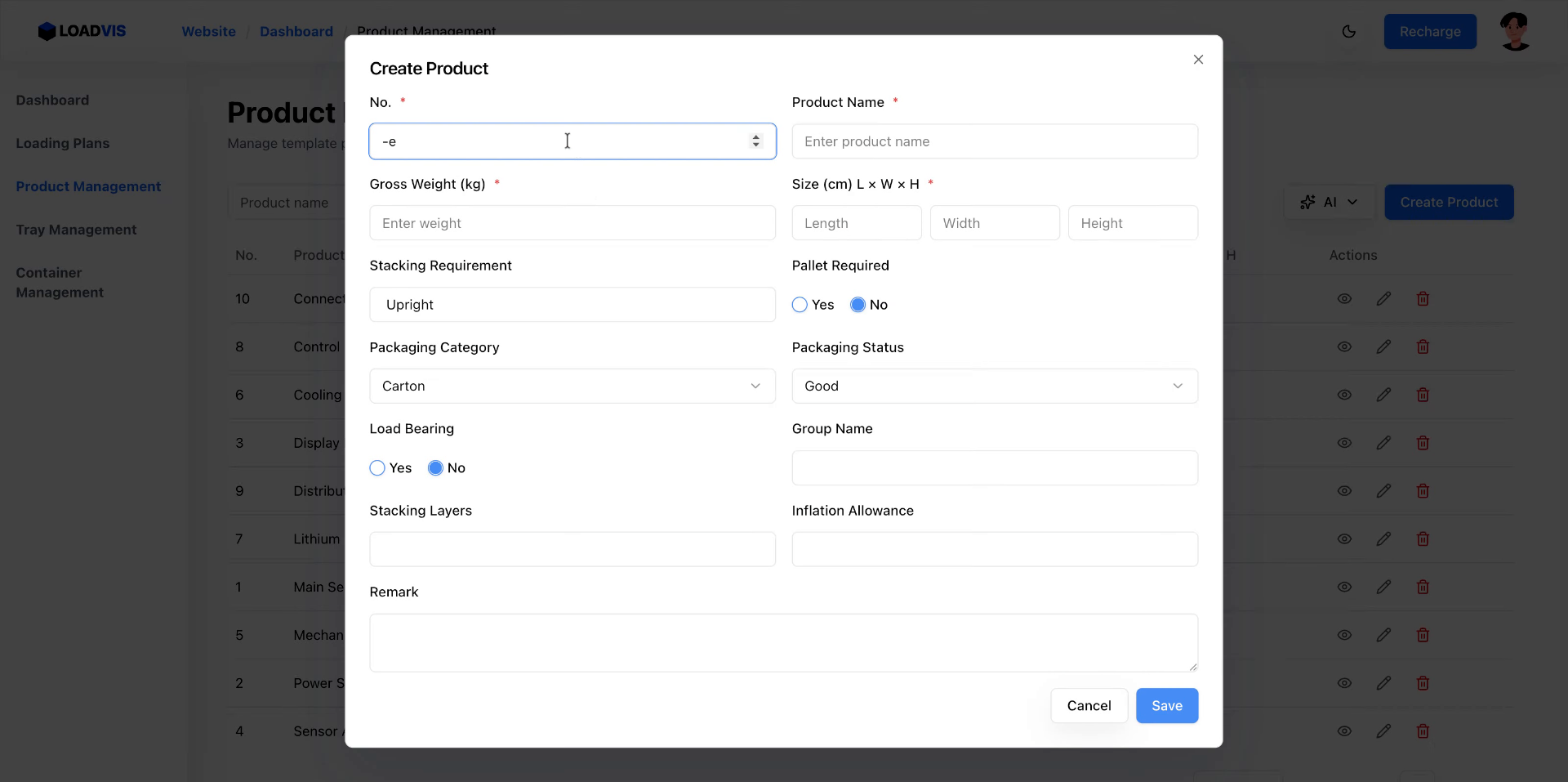
- 対象製品の行で「編集」を起動し、パラメータ編集フォームを開く。
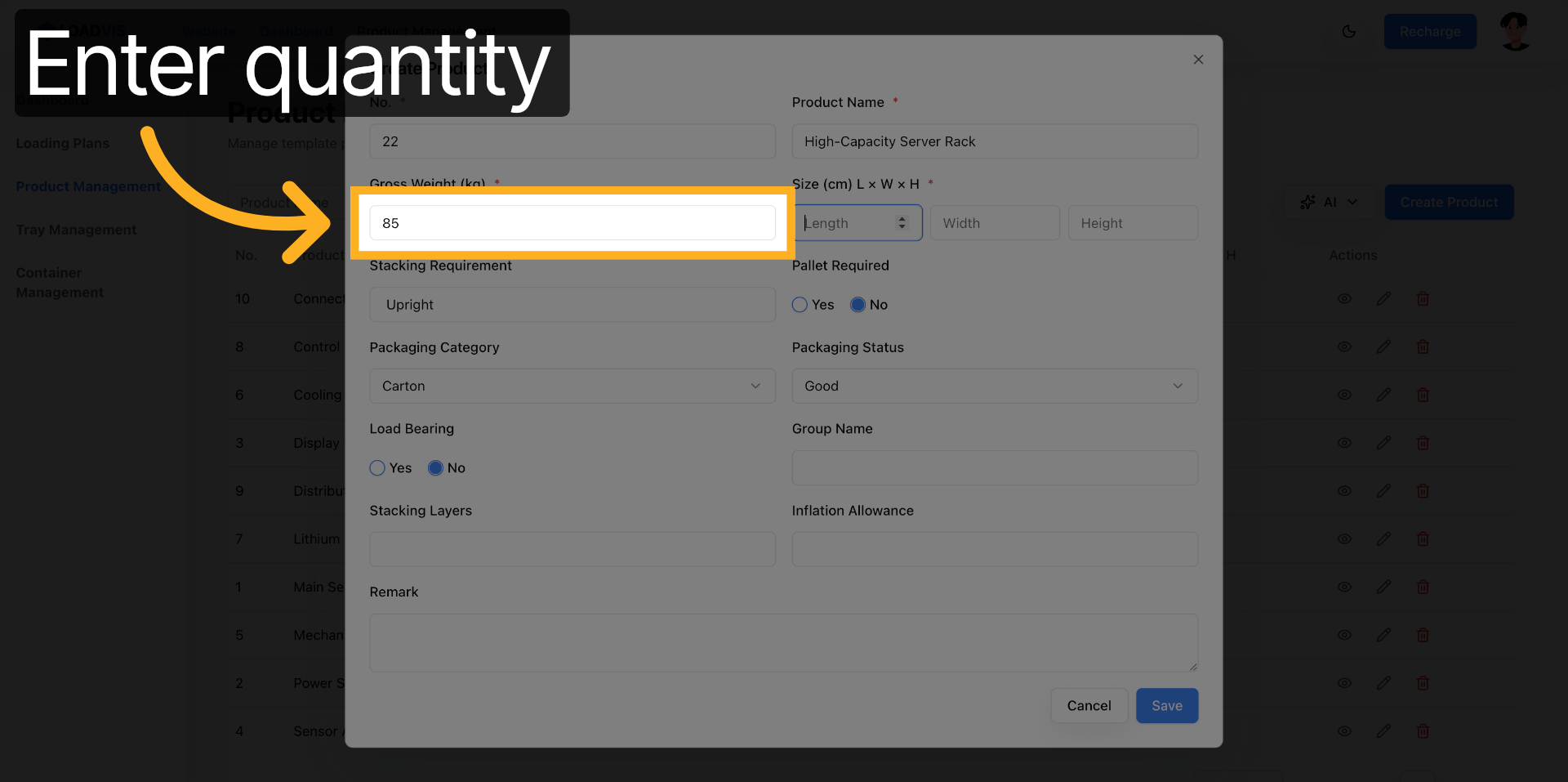
- 識別子と実測重量を更新する。総重量フィールドには実際の計測値(例: 80kg)を入力。単位変換ミスは重心算出を破綻させる。
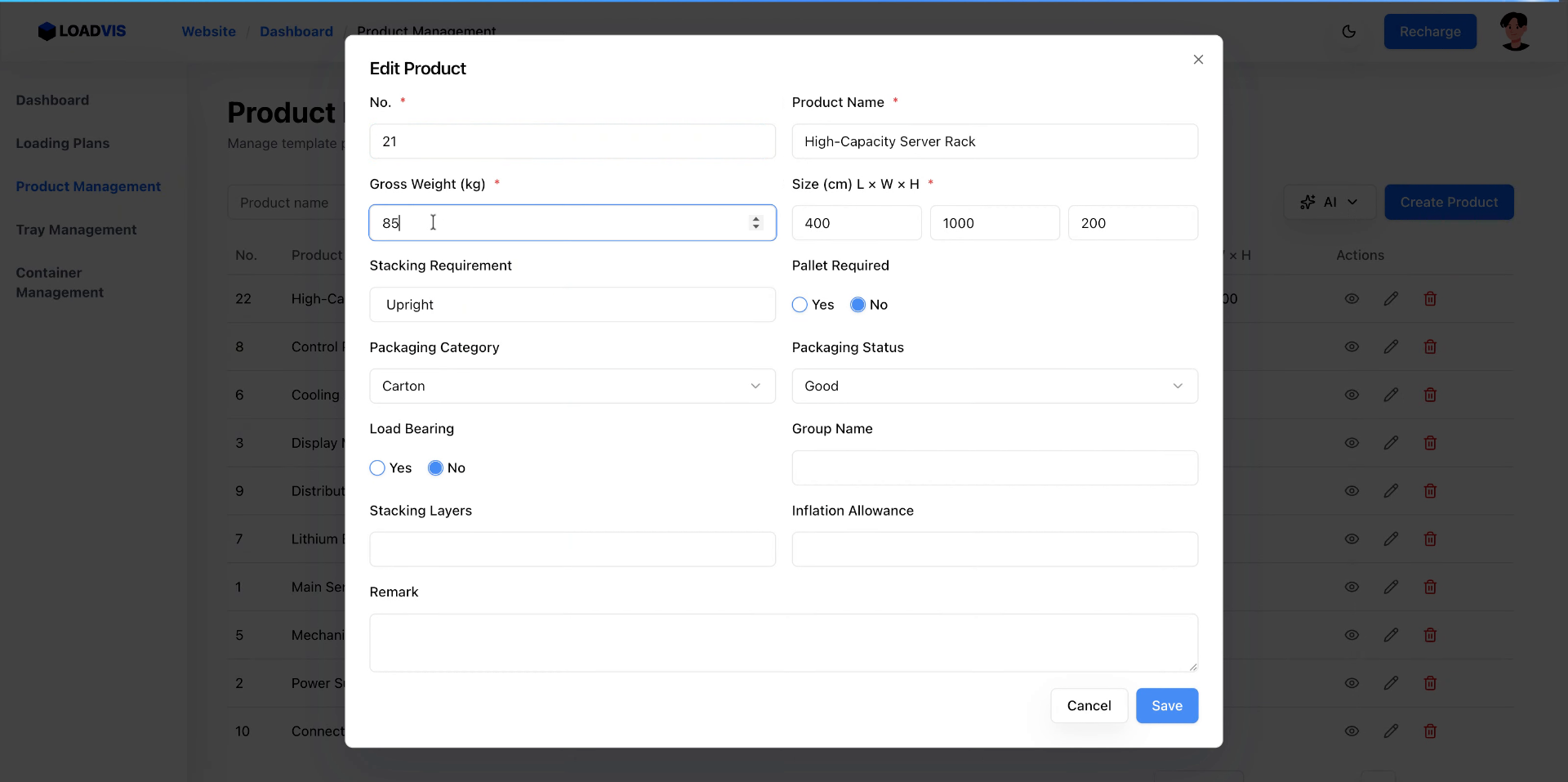
- 寸法データを整合させる。長さと幅の混同は頻発するバグ源だ。
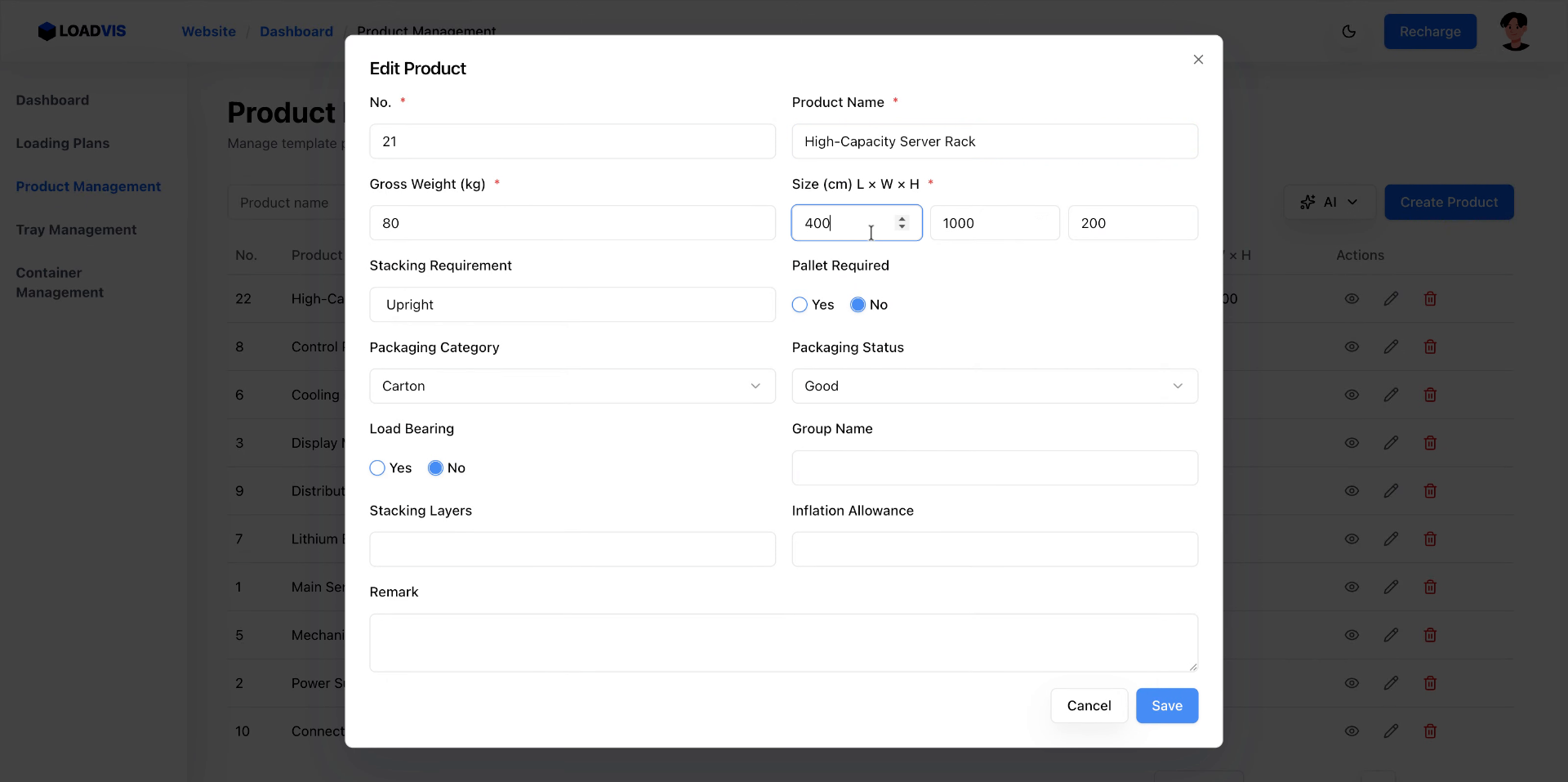
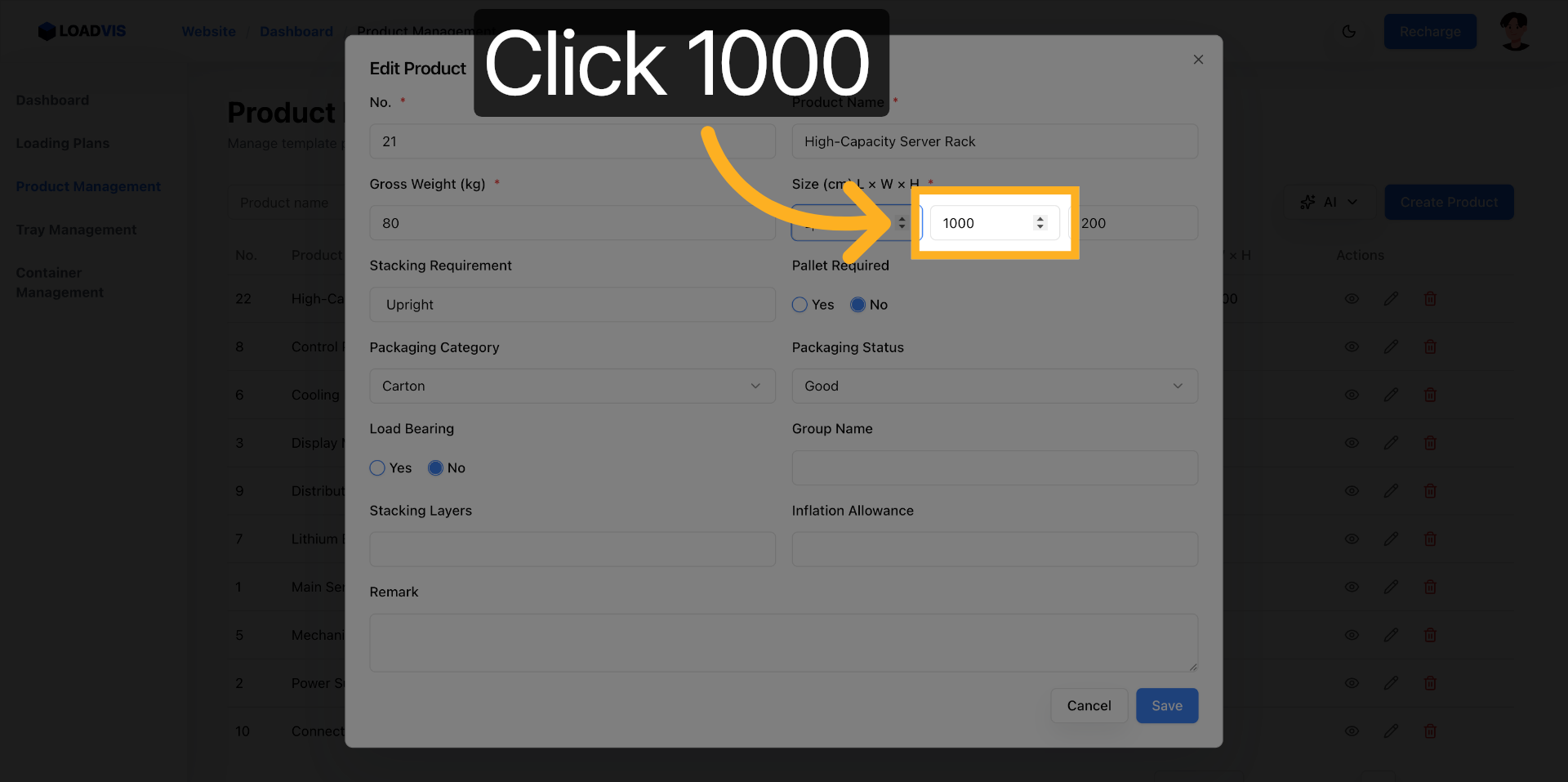
- パレット要件を有効化する。システムが自動的にパレット寸法と重量をアルゴリズムの探索空間に注入する。
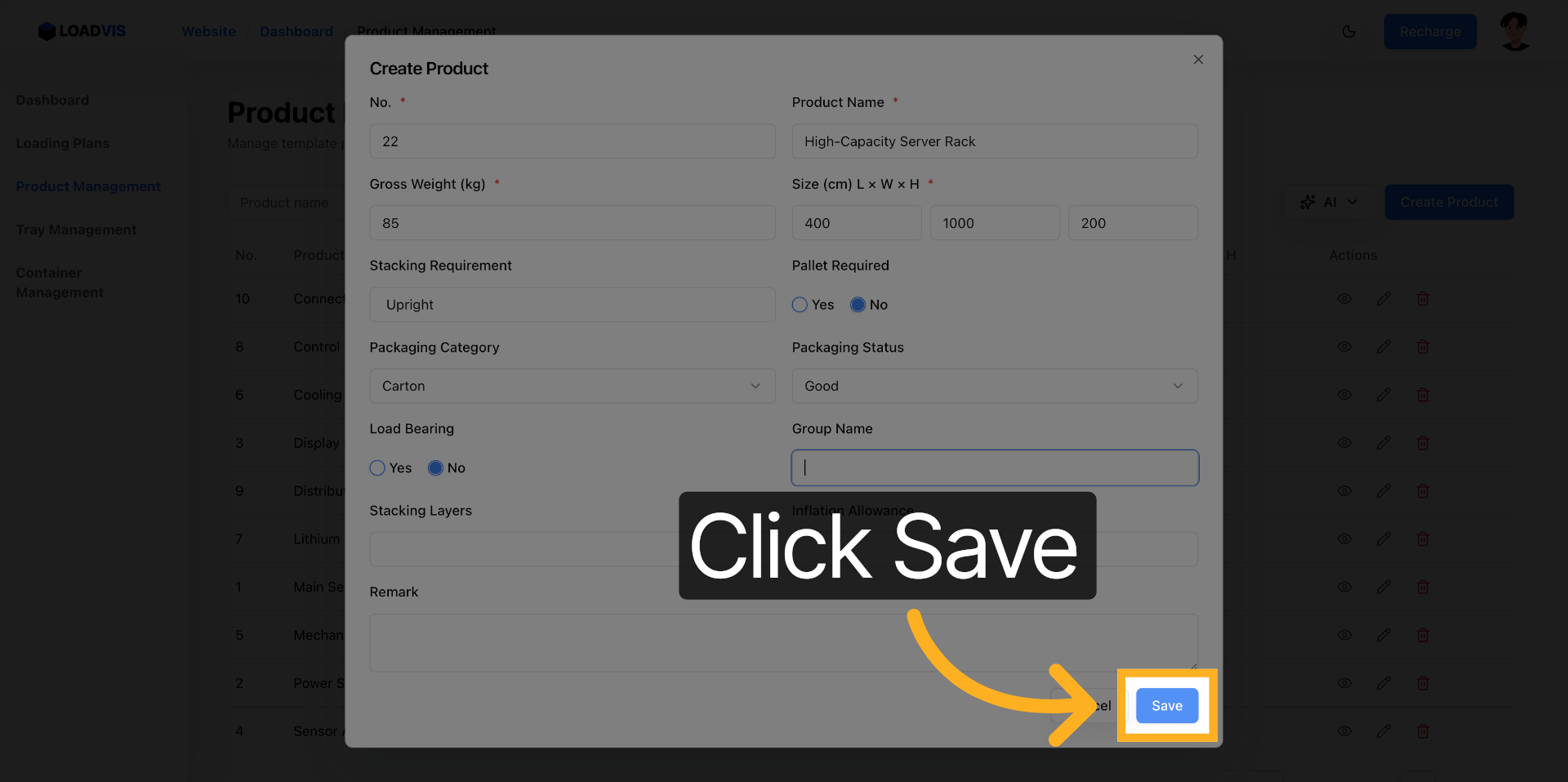
- 検証後、永続化する。保存操作はデータの確定を意味する。
 注意: 編集履歴や並行更新競合を避けるため、バッチ処理時は排他制御の仕様を必ず確認すること。
注意: 編集履歴や並行更新競合を避けるため、バッチ処理時は排他制御の仕様を必ず確認すること。
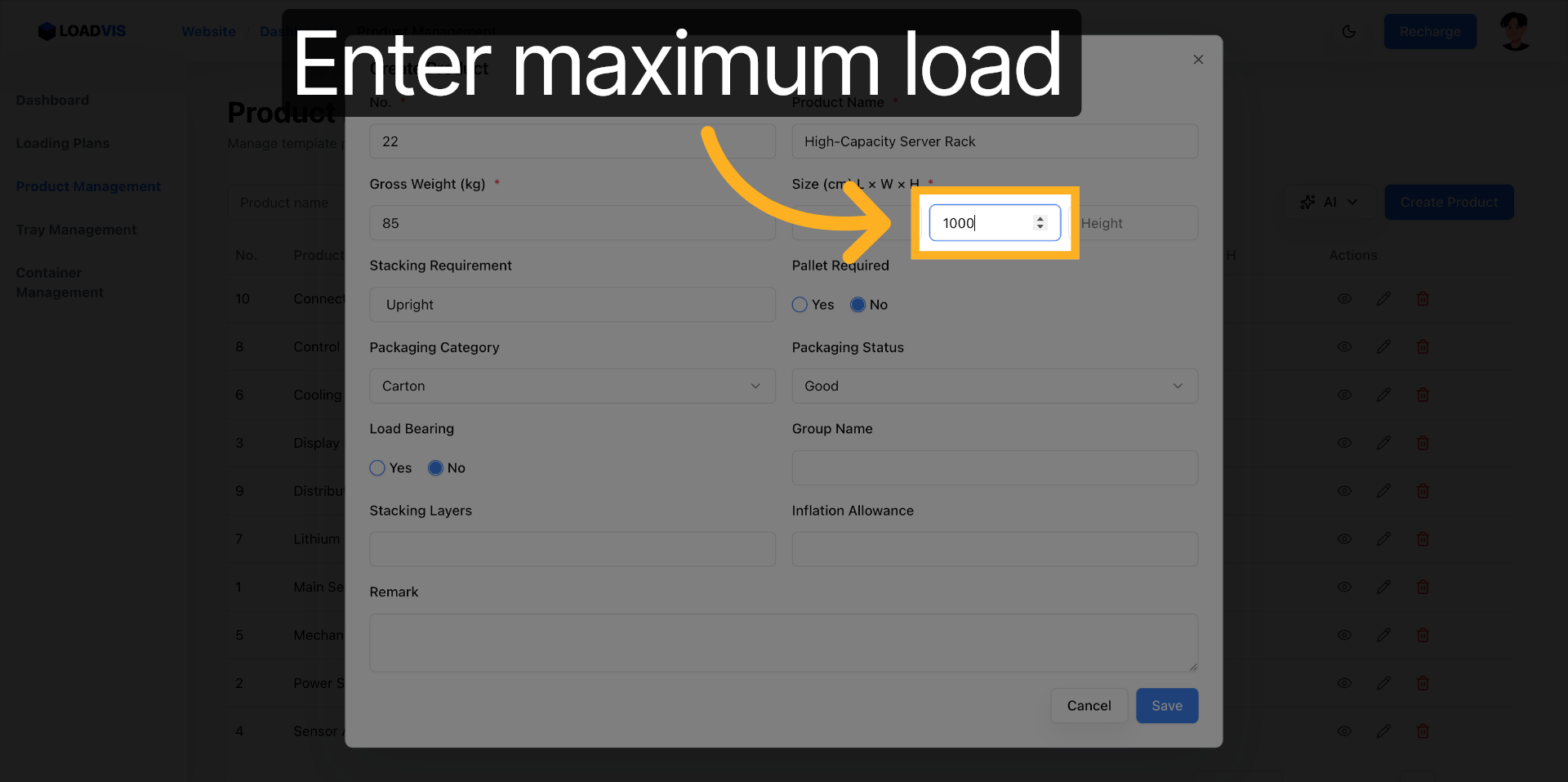
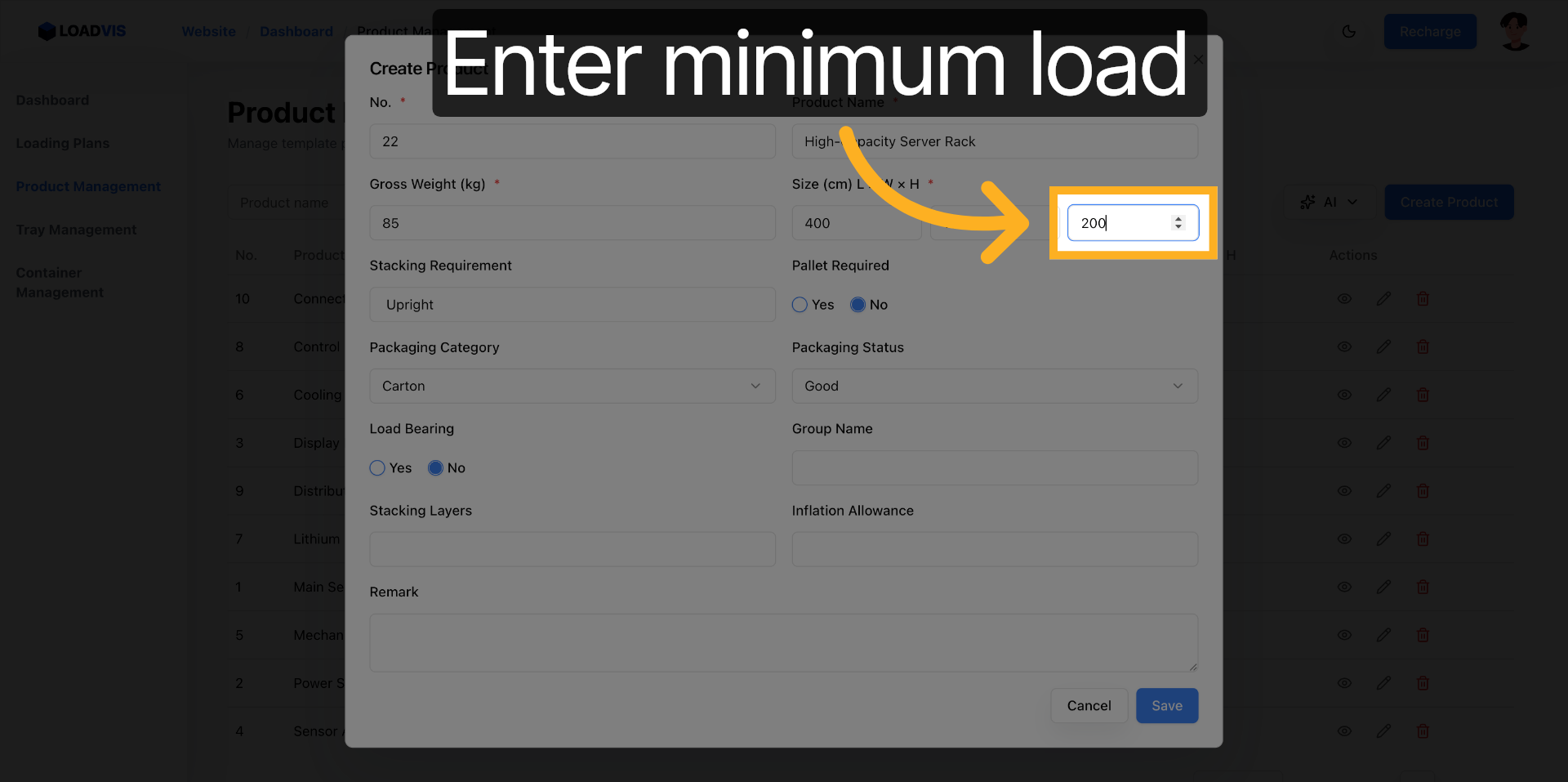
荷重限界の上下限設定と構造安定性は別軸である。最大積載容量は積層時の圧縮限界を定義する。底抜けや包装破損のハードストップである。最小積載容量は運搬時の構造安定性を規定する。この数値が実測とズレると、重心計算と積層順序の最適化が根幹から崩れる。重量偏りのリスクが顕在化するのは、アルゴリズムの欠陥ではない。入力閾値の曖昧さである。
手動で作成する場合、シリアル番号から規格値まで一貫性を持たせる必要がある。
- 製品作成フォームを開く。
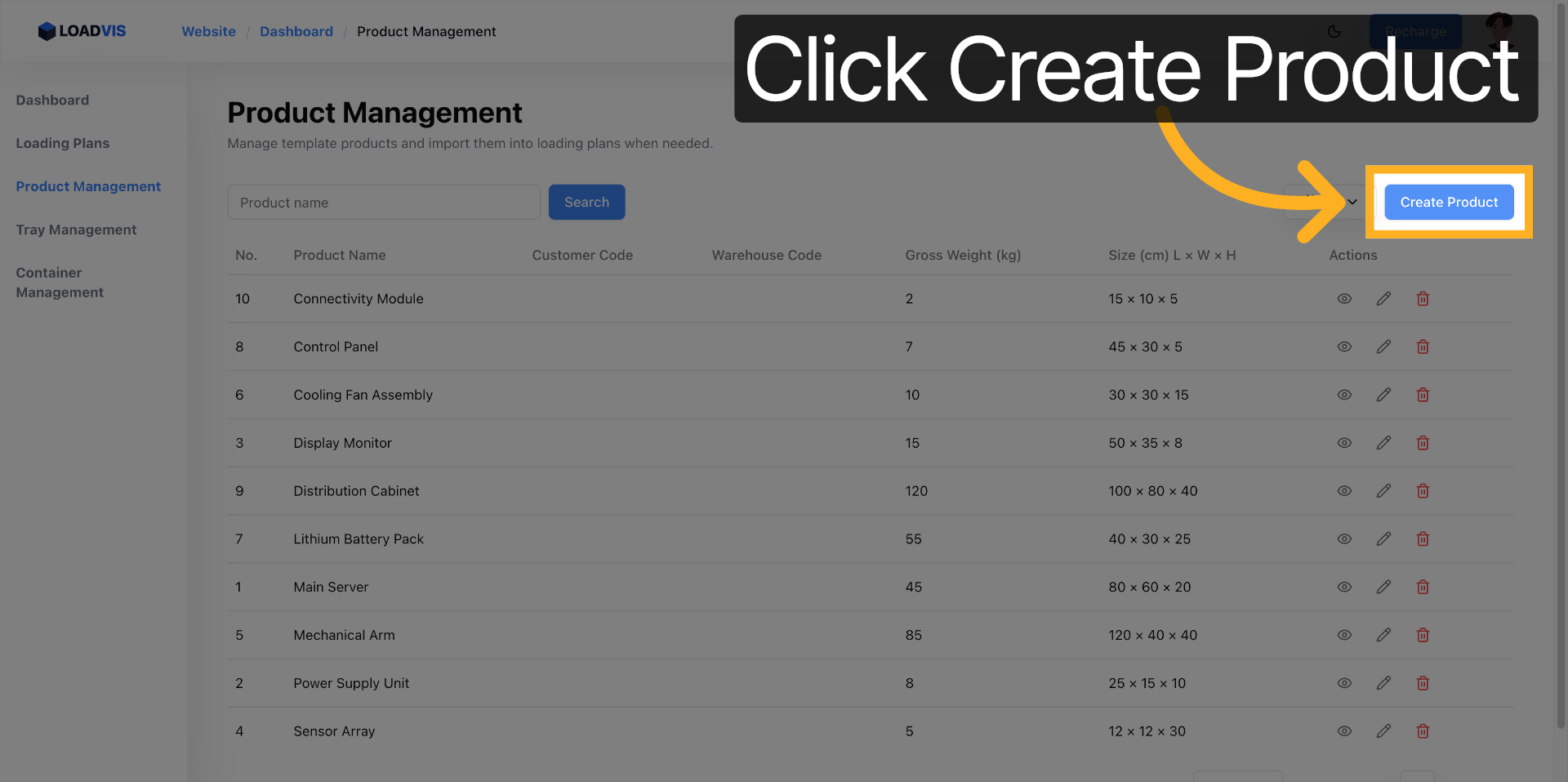
- 識別子、名称、初期数量を順に入力。
- 積載容量の上下限を定義し、検証して保存。
AI認識によるバッチ入力は効率が高い。しかし、自然言語解析の文脈依存性を過信してはいけない。
- 製品管理エリアへ移動。
- AI作成インターフェースを起動。
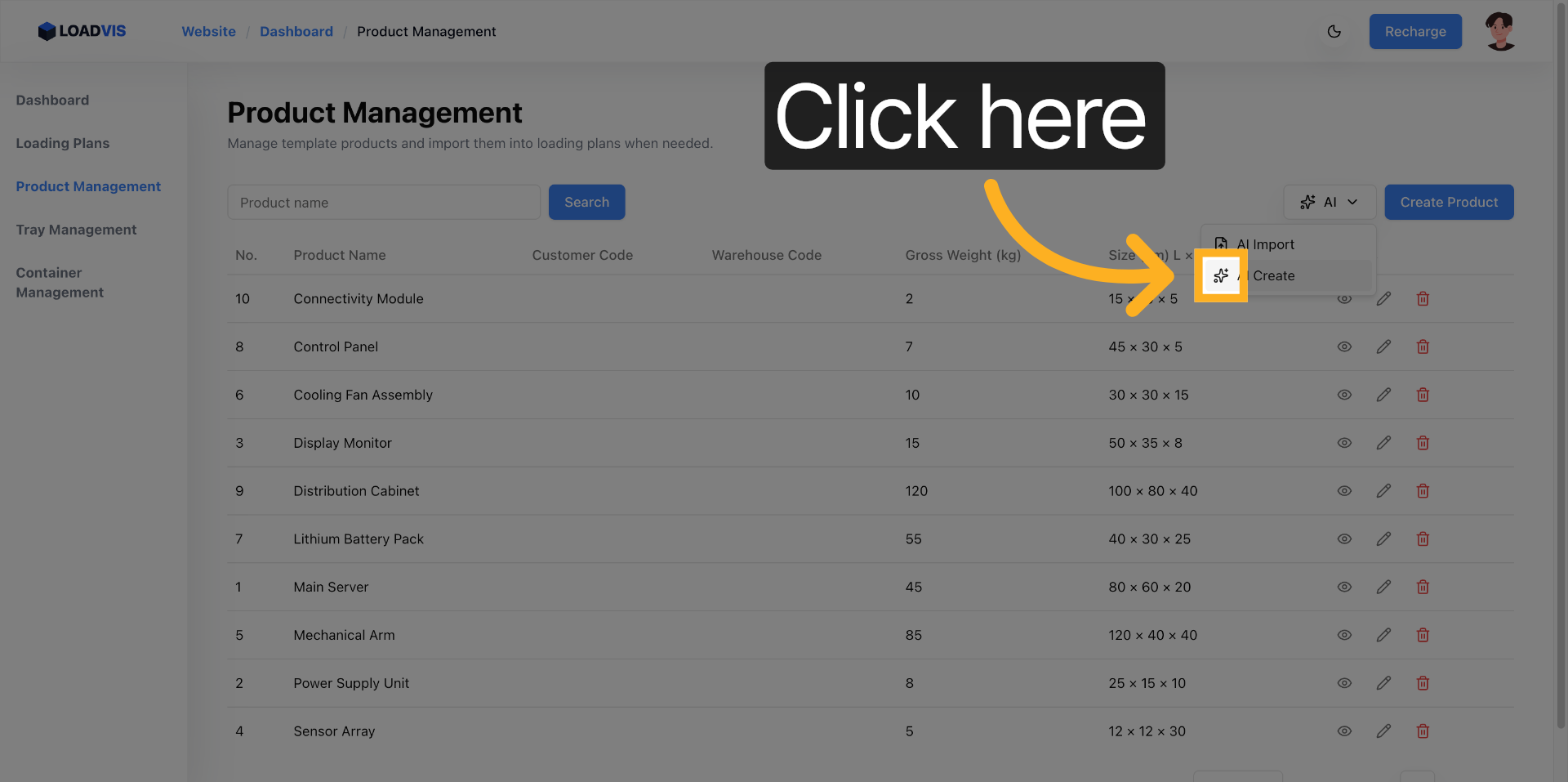
- 仕様テキストを投入。空行区切りで複数エントリーを解析可能。
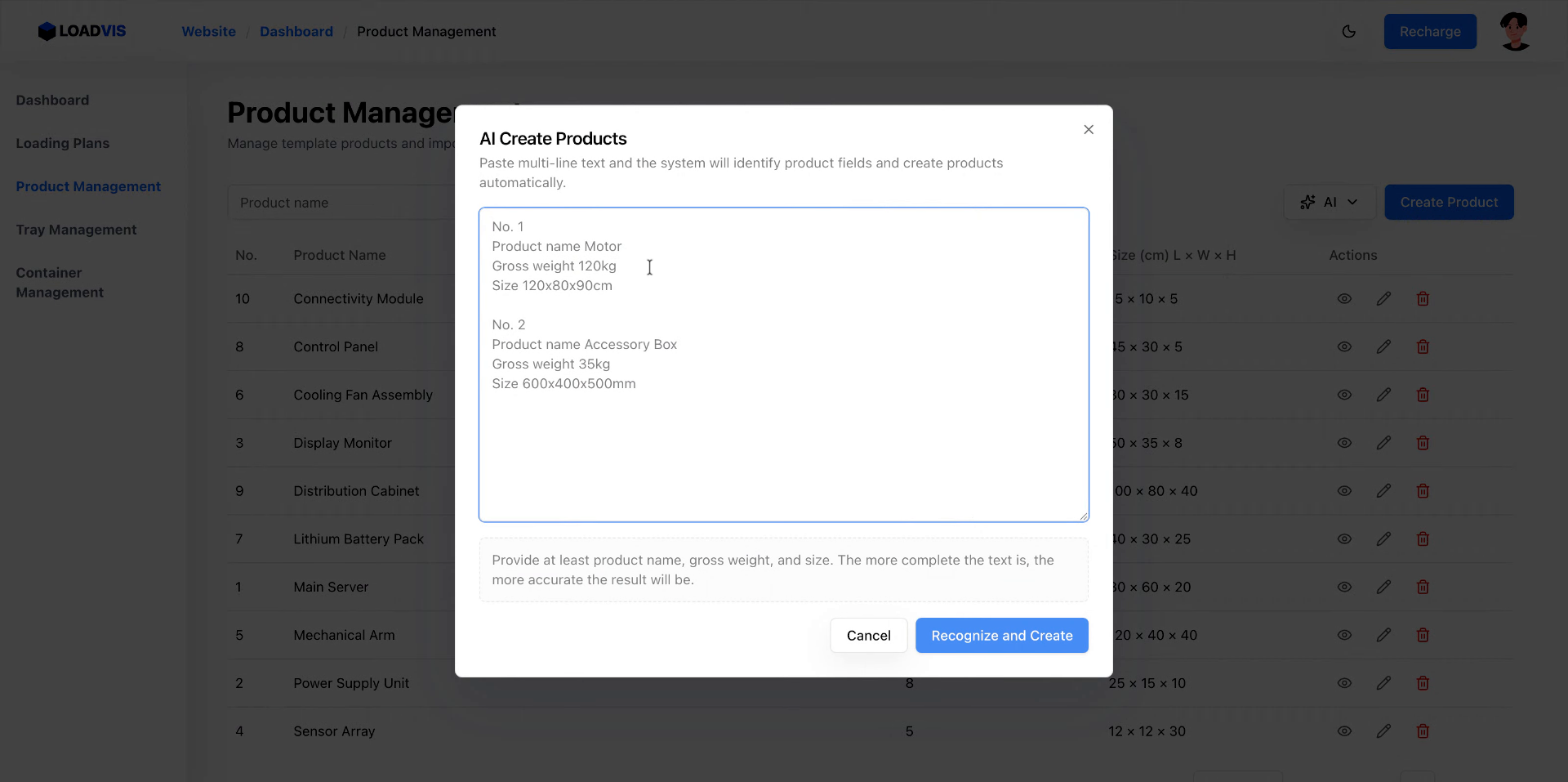
- 認識・作成を実行。フィールド単位で走査。
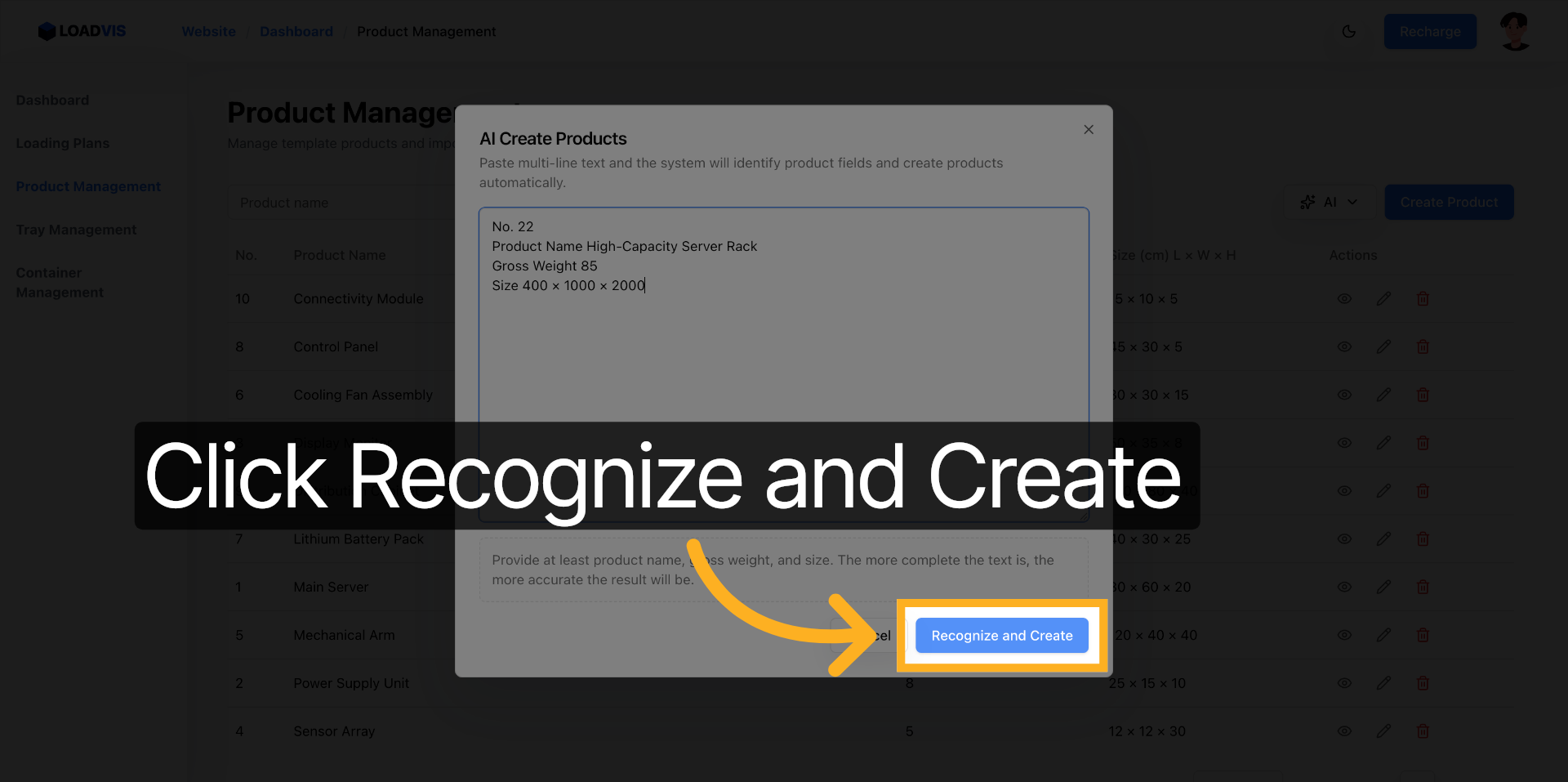 認識直後の検証を省略してはいけない。AIは補助入力装置であり、確定装置ではない。エラーが計画全体に波及するのは、検証ステップの欠落が原因である。
認識直後の検証を省略してはいけない。AIは補助入力装置であり、確定装置ではない。エラーが計画全体に波及するのは、検証ステップの欠落が原因である。
4. 間違ったアプローチ vs 確実なアプローチ
容積率と総重量のみを指標とするアプローチは破綻する。マスターデータの簡易登録、AI出力の盲信、パレットフラグのデフォルト放置。計画は計算完了する。現場は動かない。確実なアプローチは逆である。商品登録時点で物理的実行可能性を境界条件として固定する。実測寸法、許容積段数、重心偏差閾値、パレット強度。計画生成前に入力値のバリデーションを走らせる。アルゴリズムの探索空間を物理制約内に限定すれば、計算結果はそのまま現場の作業指示書として機能する。推測を排した構造が、実行可能性を担保する。
5. ツールの射程と手動検証の必須領域
ここで明確に線引きが必要だ。システムが支援する領域と、人間が介入する領域を混同してはいけない。ツールは、定義された制約条件下での組合せ最適化、重心・容積の即時可視化、3Dレイアウトの生成、構造化データのバッチ処理に特化する。設定されたドア寸法、重量差、積層ルールに基づき、安定性指標を算出する能力は高い。入力された境界値に対して、システムは忠実に動作する。
しかし、環境変数はシステム外部にある。コンテナ個体差による内寸の歪み、床板の摩耗度合い、現場のドア周辺構造物との干渉、フォークリフトの実際の旋回性能、包装状態の実重量変動。これらは自動取得の範疇外である。ツールの出力は最適化された提案に留まる。最終的な実行承認には、実機によるサンプリング計測と現場責任者による物理検証のサイクルが必須となる。データモデルと物理現実の間の最後の1インチは、常に人間の勘と検証で埋められる。
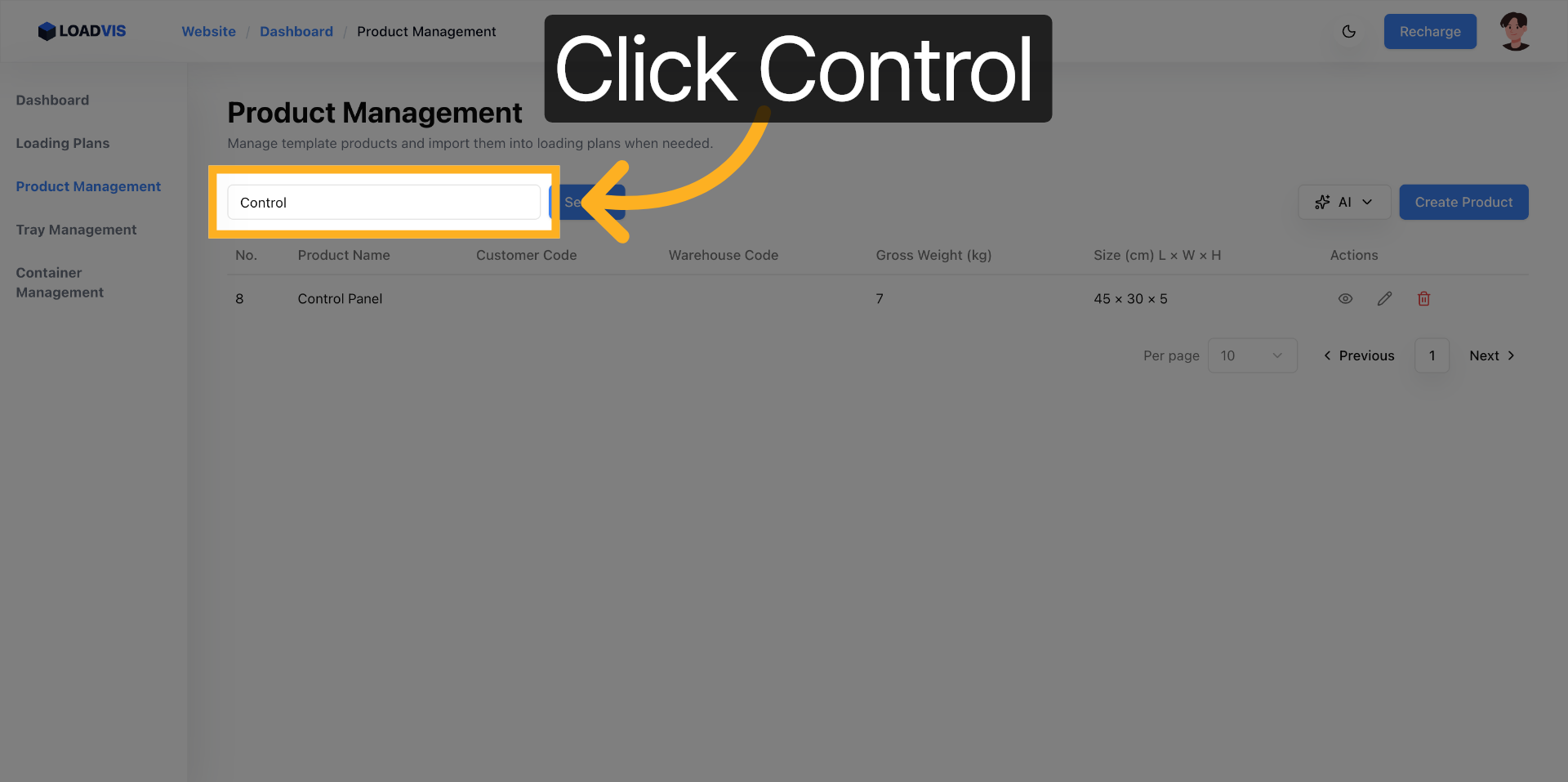
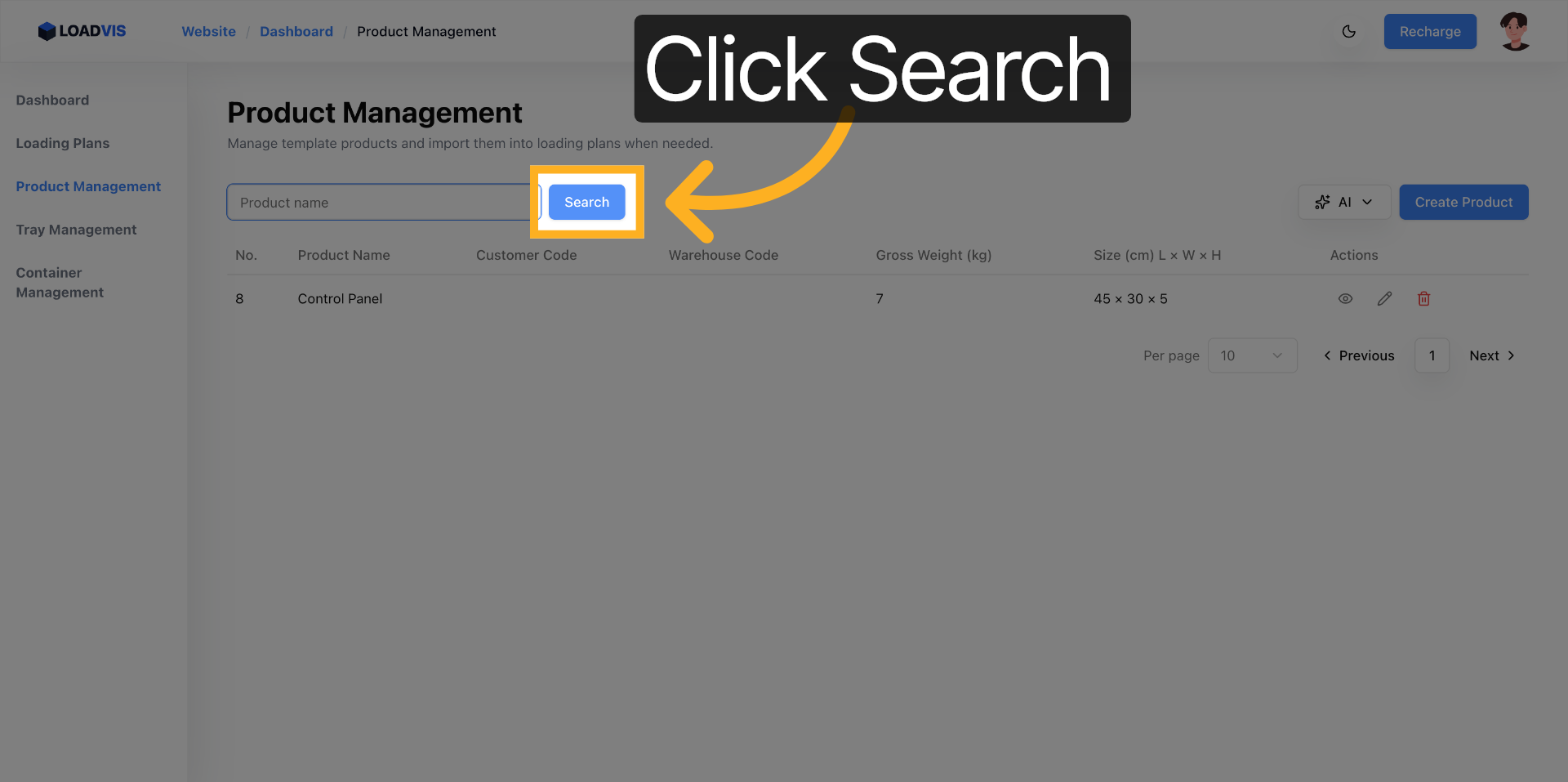
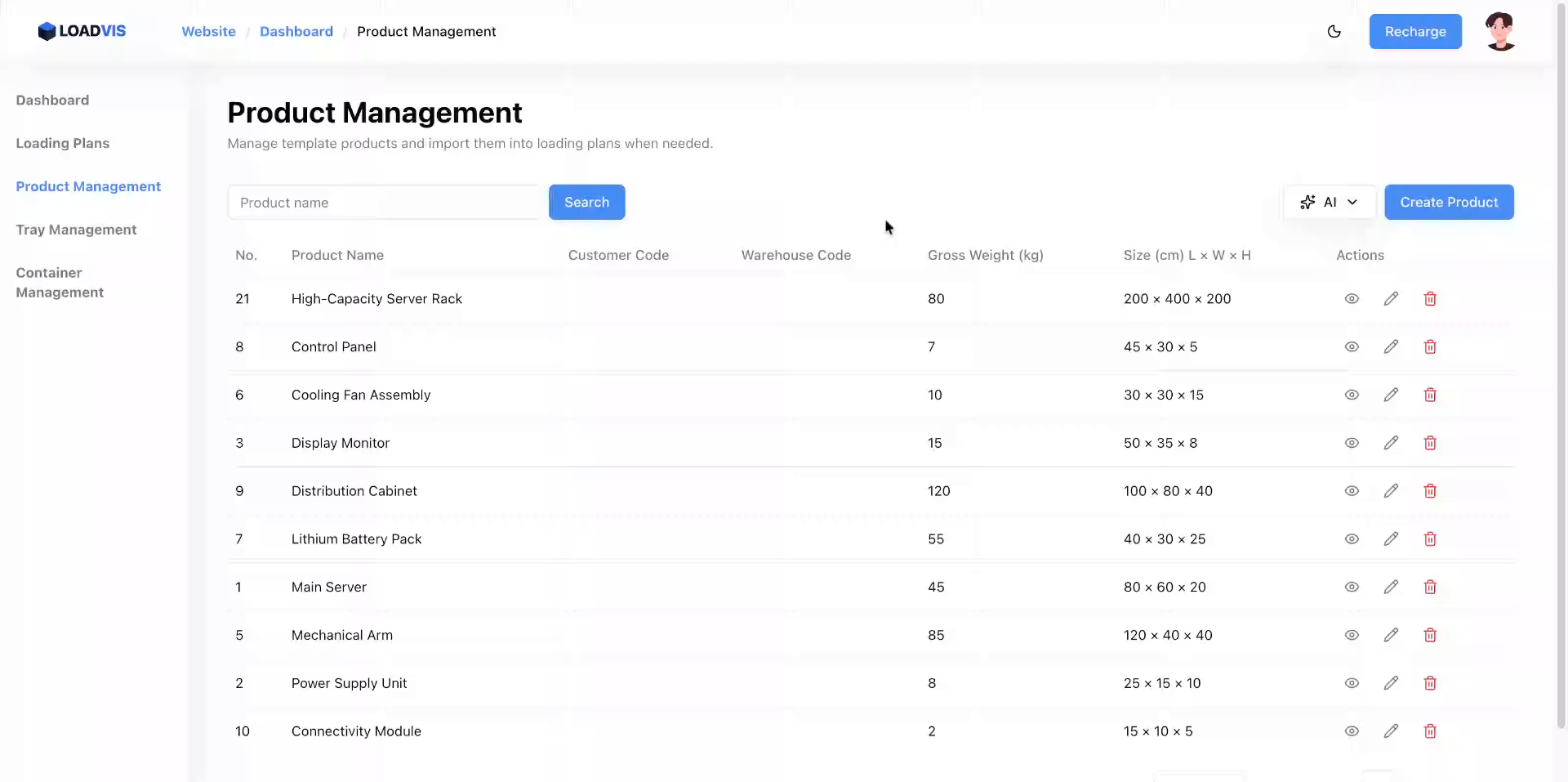
製品リストの保守は、データ品質維持の基礎である。検索機能を用いて曖昧一致で対象を特定し、不要なレコードを安全に排除する。
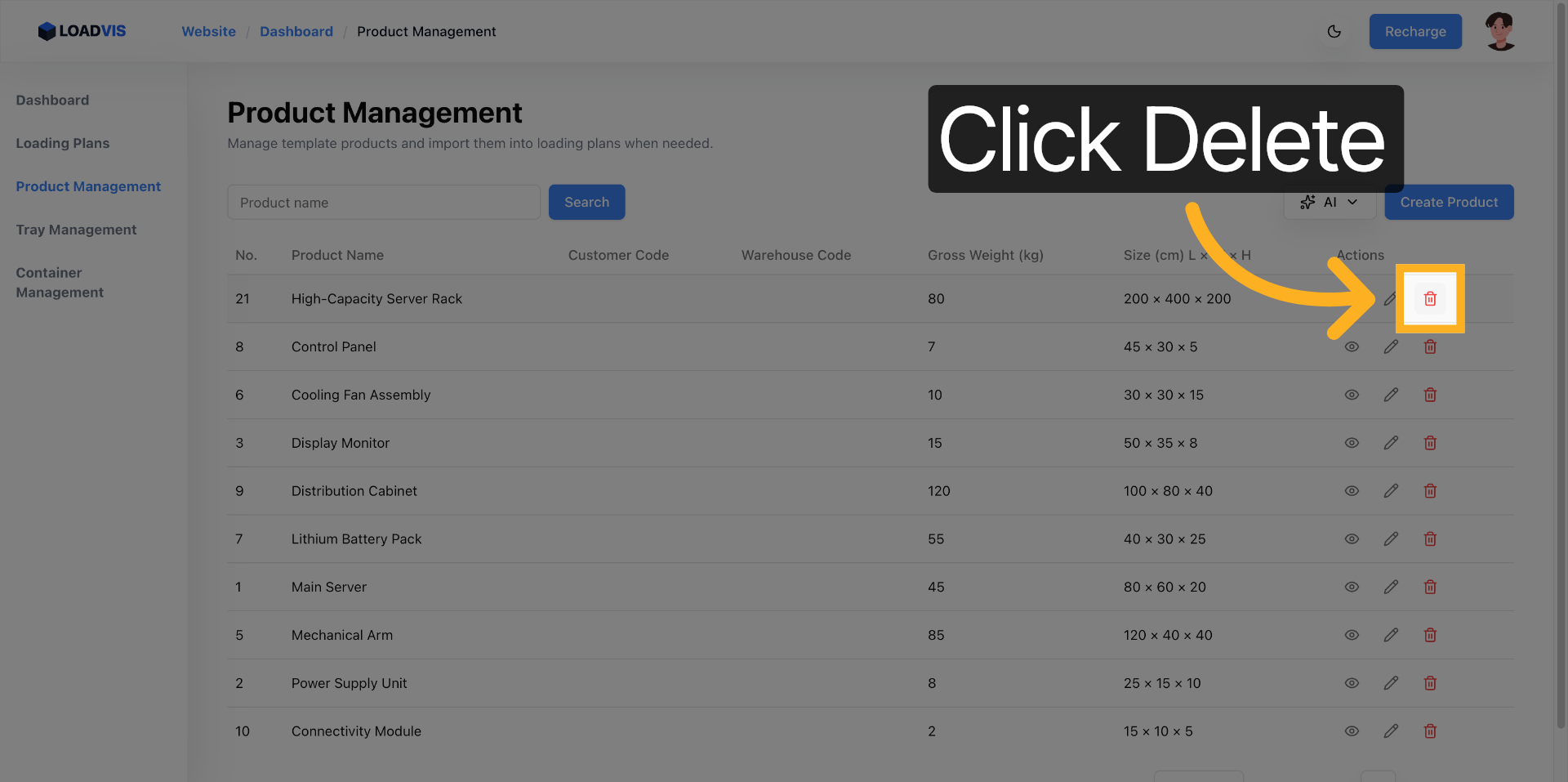
 誤操作防止の確認ダイアログを経て完全に削除する。2段階の承認メカニズムは、意図しないデータ消失を防ぐための保険である。
誤操作防止の確認ダイアログを経て完全に削除する。2段階の承認メカニズムは、意図しないデータ消失を防ぐための保険である。
6. 結び
積載計画の信頼性は、アルゴリズムの計算性能ではなく、入力されるマスターデータの物理的正確性と制約条件の網羅性によって決定される。計画段階での簡易入力は、現場での再作業コストと安全リスクに直結する。プラットフォームを容積計算機として扱うのではなく、実態を反映した制約モデルの運用基盤として構築する。それが、実行可能なサプライチェーン運用の唯一の前提条件である。数値の美しさに騙されるな。物理の重みを見よ。