Szenario-Rückblick: Wenn die Volumenkennzahl vor Ort an die Realität scheitert
Die Zahl lügt. Zumindest dann, wenn sie nur Kubikmeter ausspuckt.
Planungsalgorithmen optimieren Packdichte mit mathematischer Eleganz. Sie stapeln virtuelle Quader in virtuelle Container. Auf der Rampe zerfällt diese Pseudopräzision sofort. Dort treffen theoretische Auslastungskurven auf unebene Böden, schief gewickelte Paletten und Gabelstaplerfahrer, die genau wissen, dass ein Laderaum, der rechnerisch zu 98 % gefüllt ist, trotzdem kippt, sobald der Schwerpunkt die zulässige Toleranzgrenze verlässt. Das ist der operative Zielkonflikt. Maximale Volumenauslastung kollidiert direkt mit physikalischer Umsetzbarkeit. Ignoriert man die Gewichtsverteilung oder die reale Entladeschrittfolge, landet man bei abgewiesenen Frachten, strukturell überlasteten Containerböden oder gefährlichen Schwerpunktabweichungen auf der Fahrbahn.
Operative KPIs werden oft isoliert getrieben. Kosten pro Kubikmeter. Durchlaufzeit. Doch statische Stabilität und reale Handhabungsfähigkeiten rutschen systematisch durchs Raster. Deshalb braucht es nicht nur Rechenleistung, sondern Validierung.
Schritt 1: Struktur schaffen, bevor der Solver anläuft
Ein unbenanntes Projekt ist ein toter Datensatz. Die Traceability bricht zusammen, sobald die erste Charge geändert wird.
Der Workflow beginnt nüchtern. Klicken Sie auf „Erstellen“. Das System initialisiert den Konfigurationsdialog.
Klicken Sie auf die Erstellen-Schaltfläche. Der Dialog öffnet sich.
Geben Sie den Titel ein. Halten Sie eine harte Namenskonvention ein: Zweck_Charge_Datum. Ästhetik ist hier irrelevant. Suchbarkeit rettet Stunden.
Klicken Sie auf „Speichern“. Der Datensatz persistiert im Arbeitsbereich. Erst jetzt ist die Grundlage für Wareneingabe und Ladeberechnung stabil.
Ein leeres Template ist nutzlos. Die eigentliche Arbeit startet, wenn reale Constraints einfließen.
Schritt 2: Datenfütterung und die Grenzen der Optimierungsmatrix
Produkte hinzufügen wirkt trivial. Die Komplexität explodiert erst, wenn Mengen, Stückgewichte und Behältermaße interagieren.
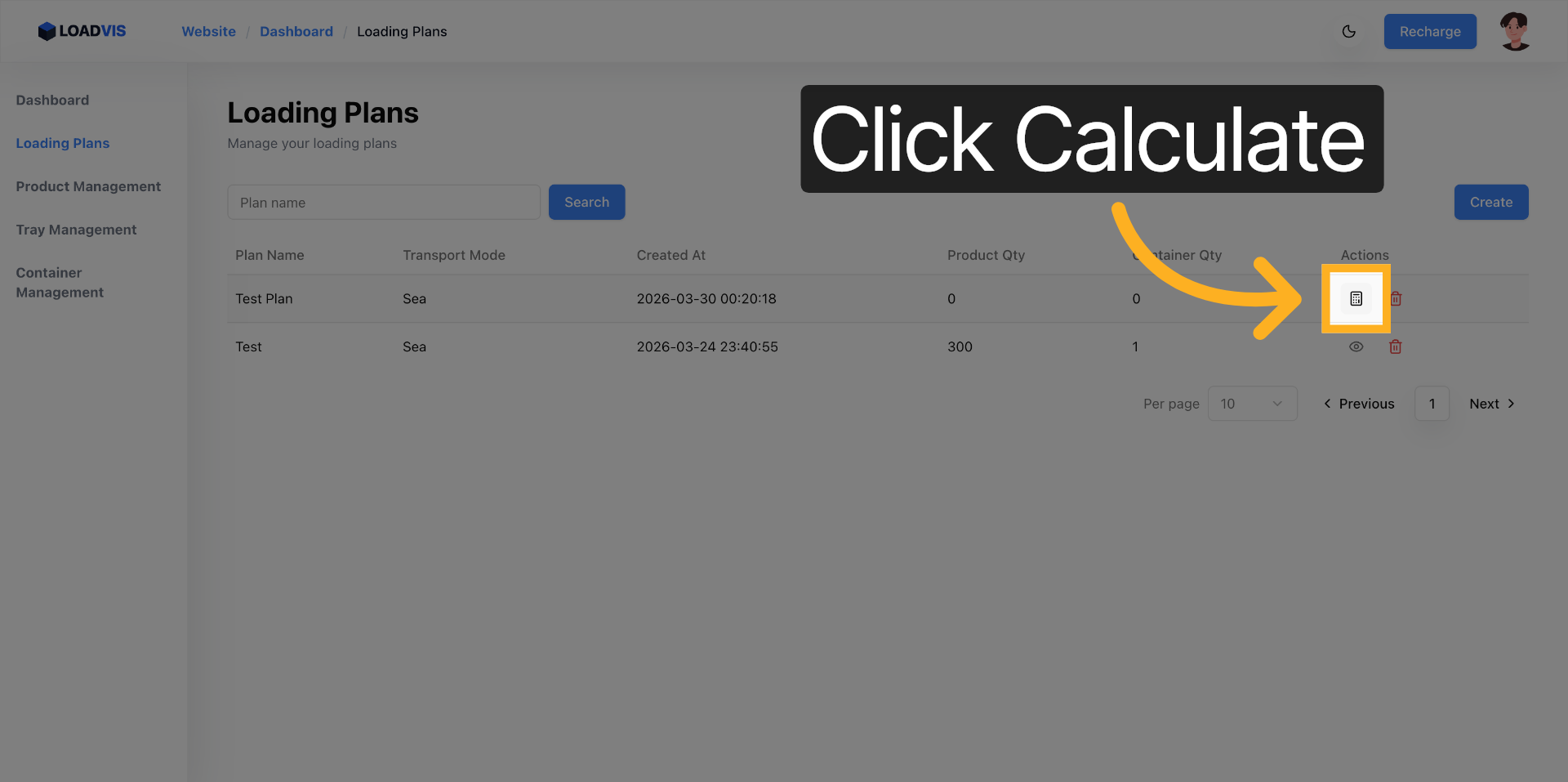
Öffnen Sie das Ladeplan-Modul. Wählen Sie den Zielplan. Klicken Sie auf „Berechnen“.
Die Oberfläche wechselt in den Edit-Modus.
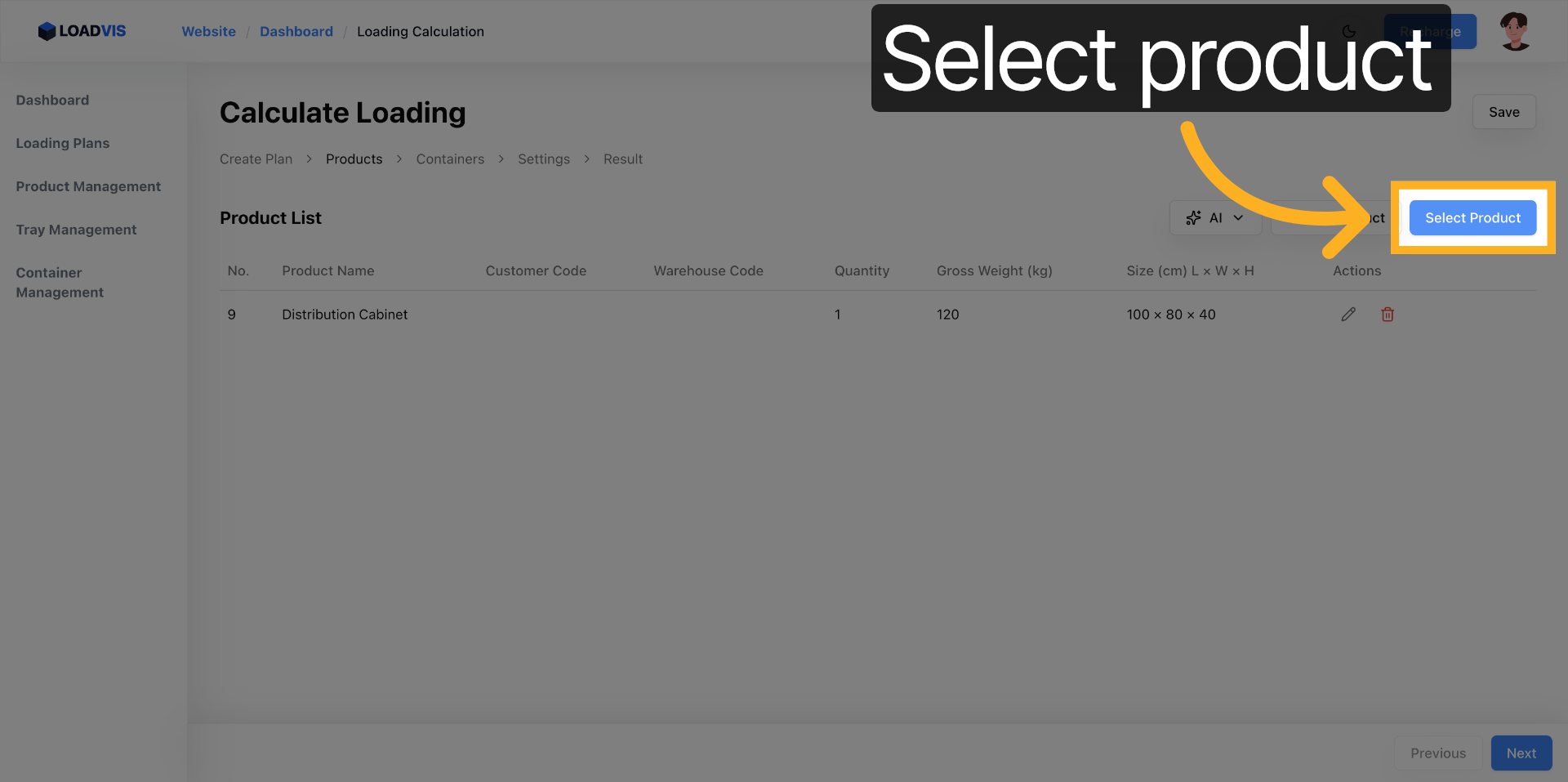
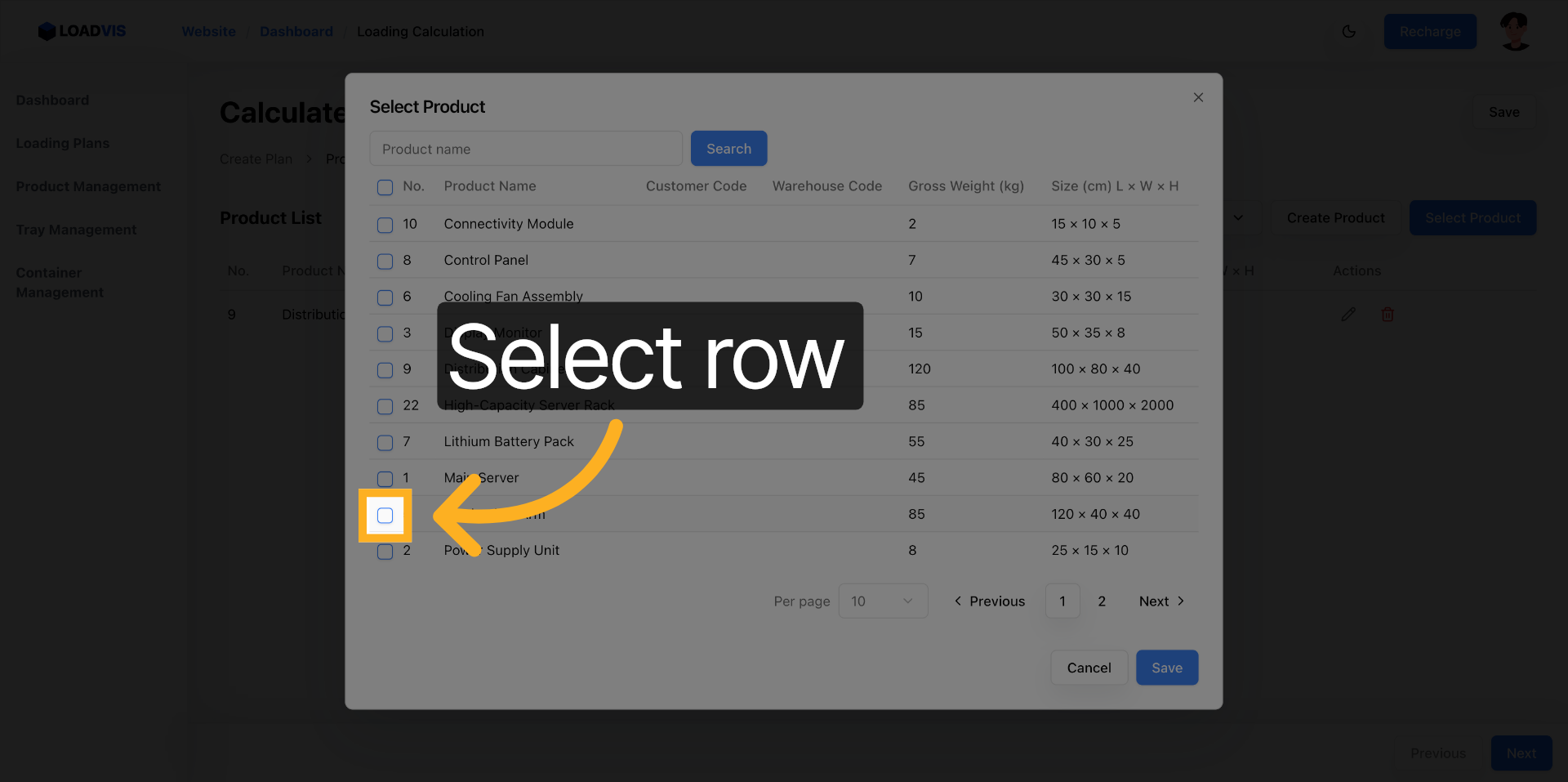
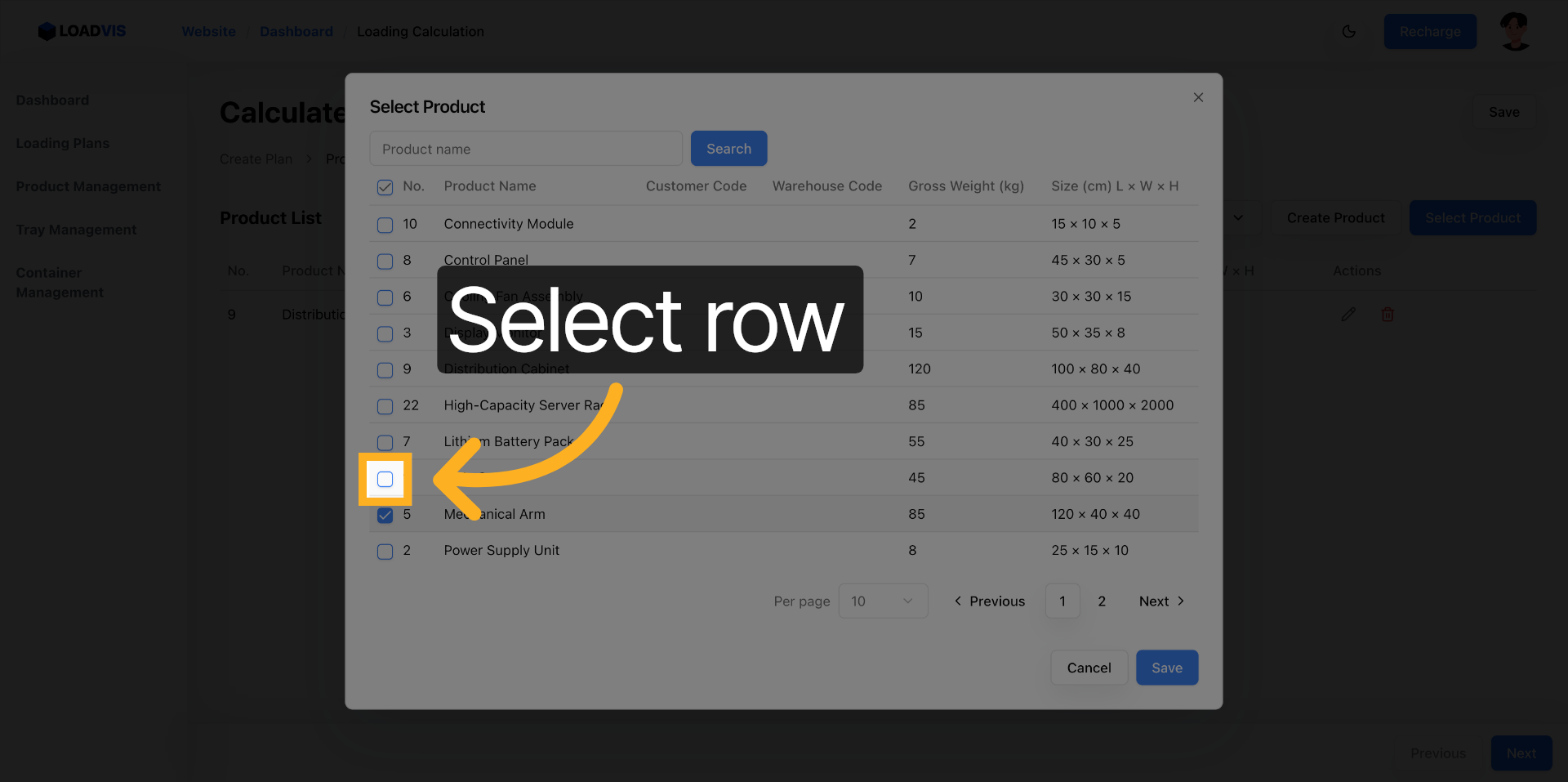
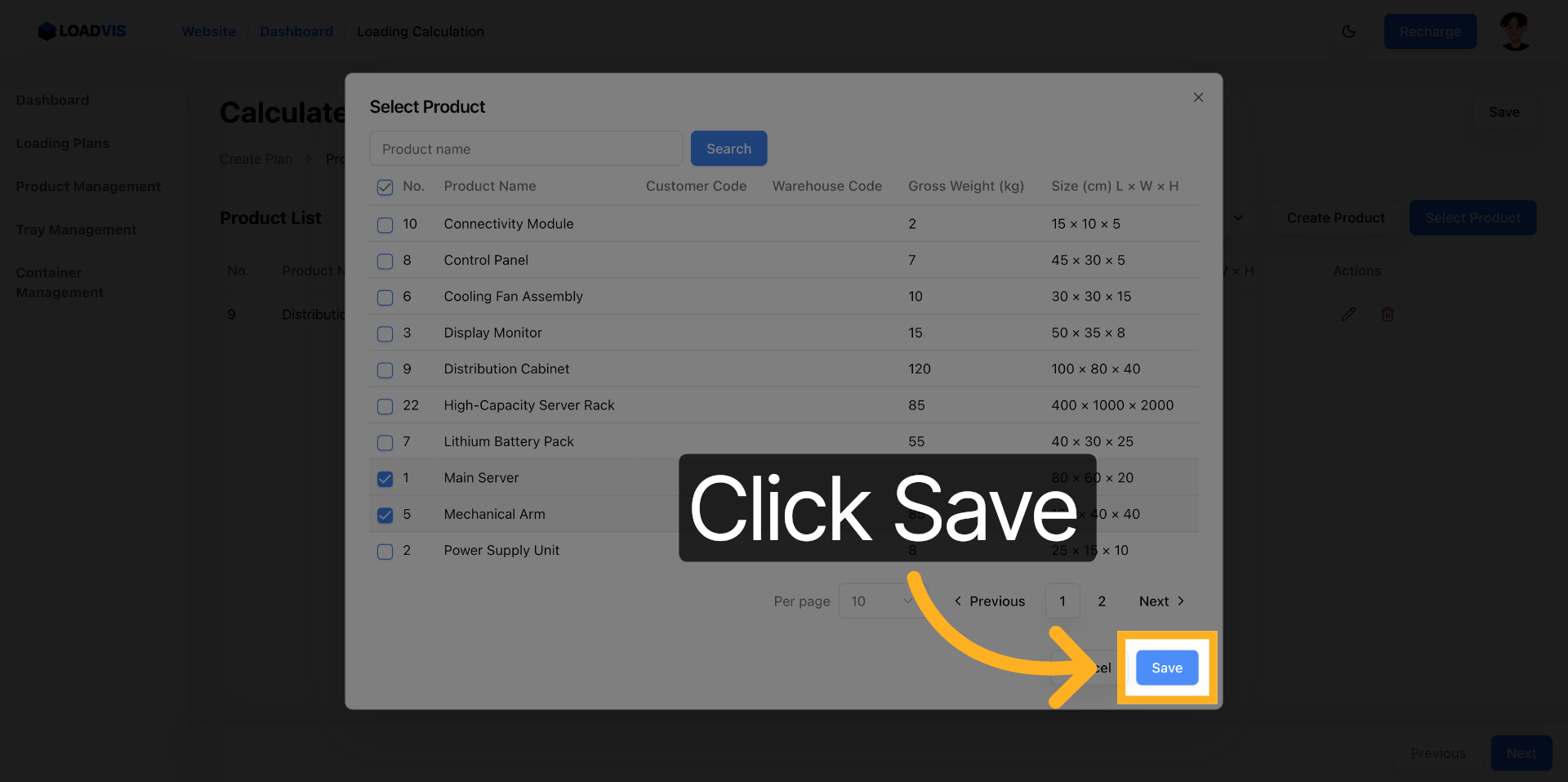
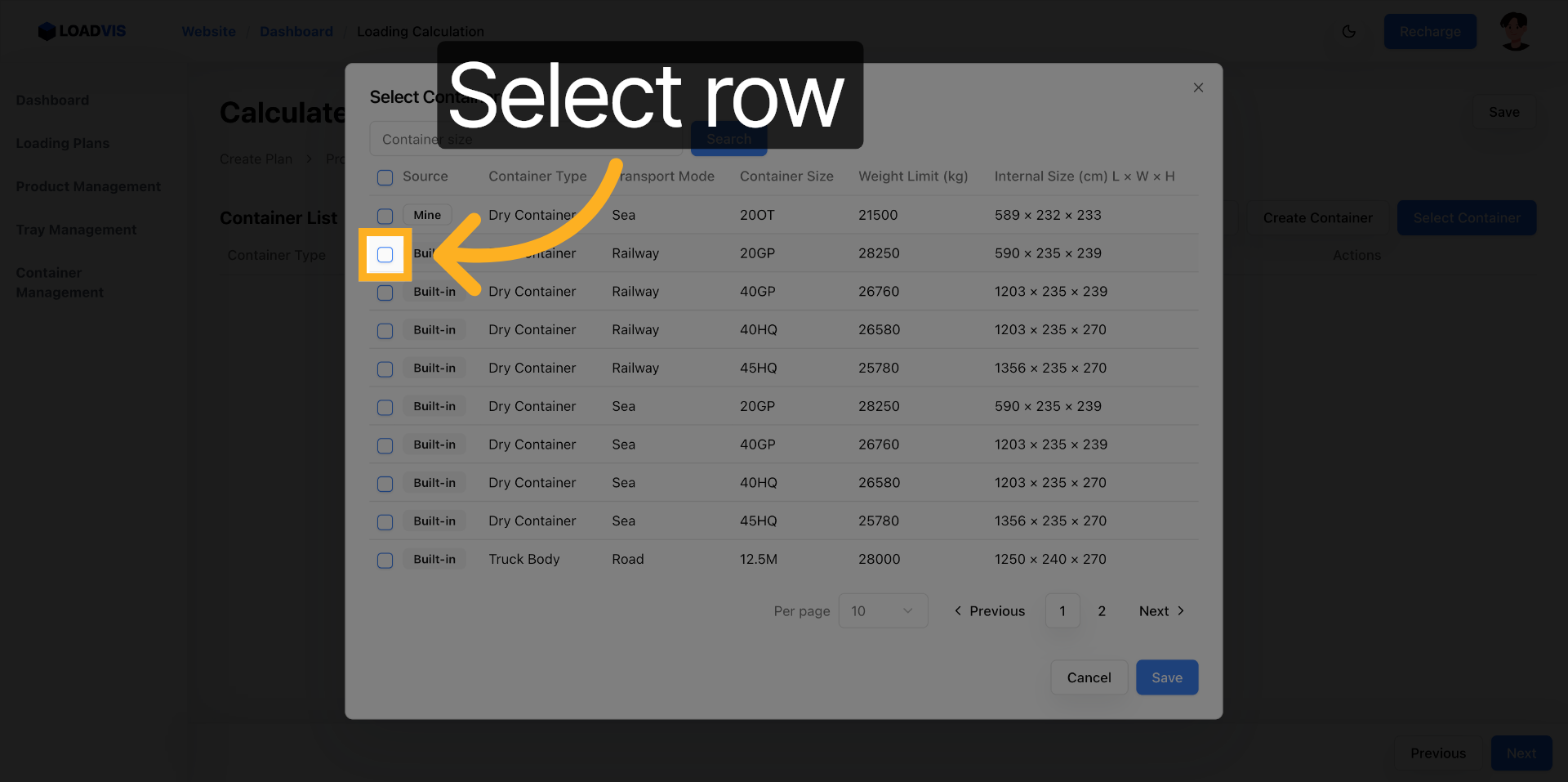
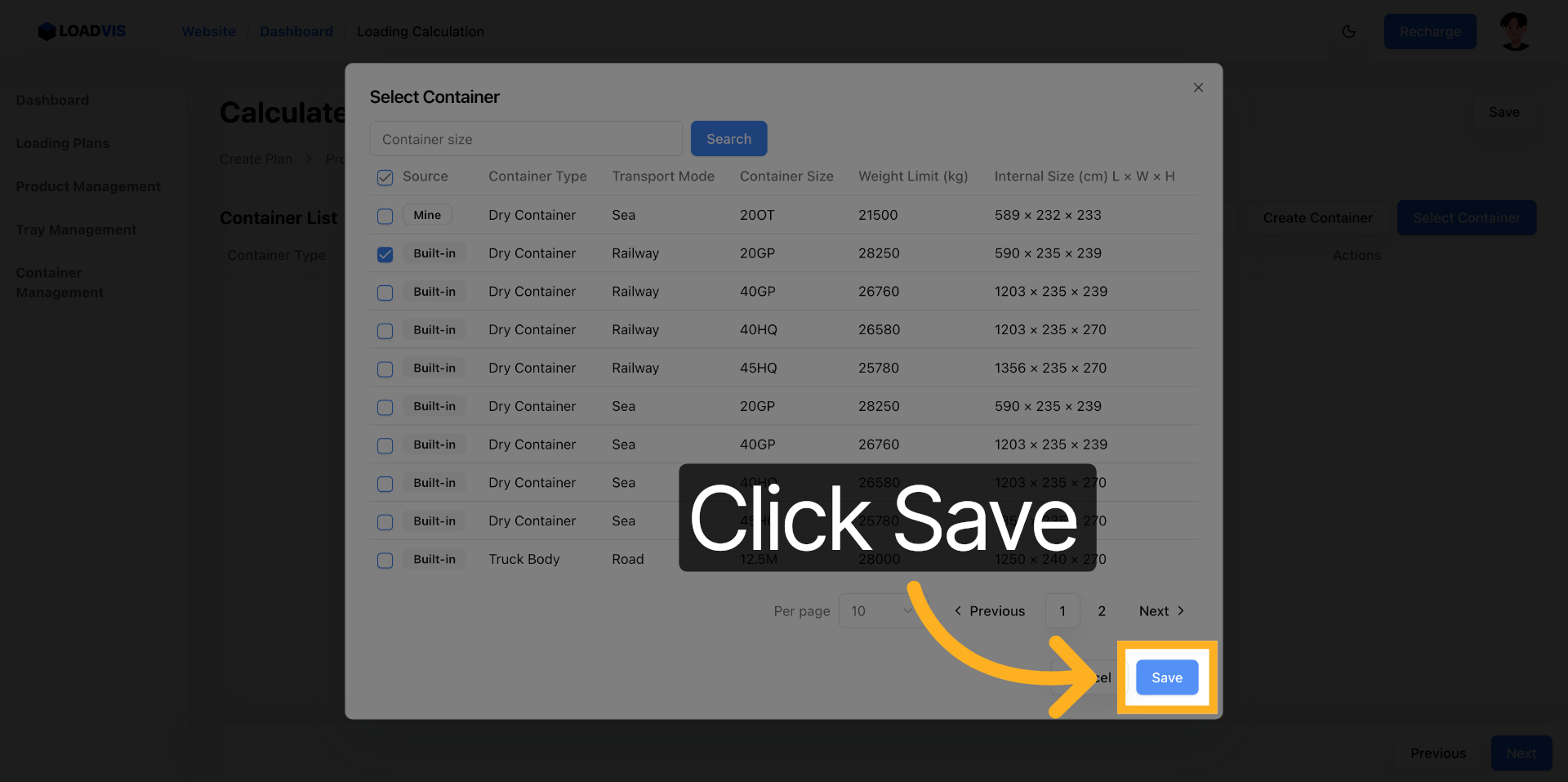
Fügen Sie Artikel hinzu. „Produkt auswählen“. Zeile markieren. „Speichern“.
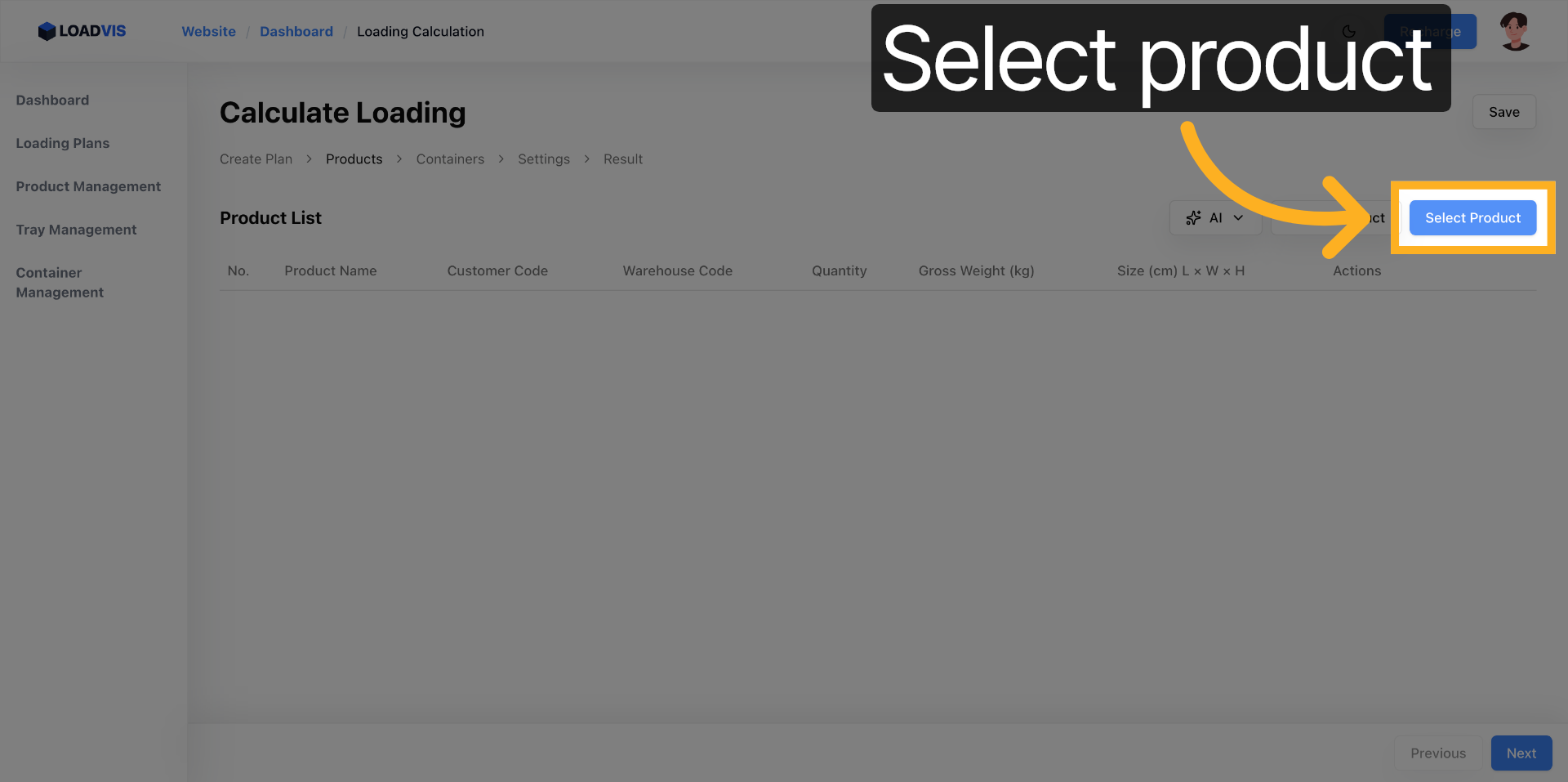
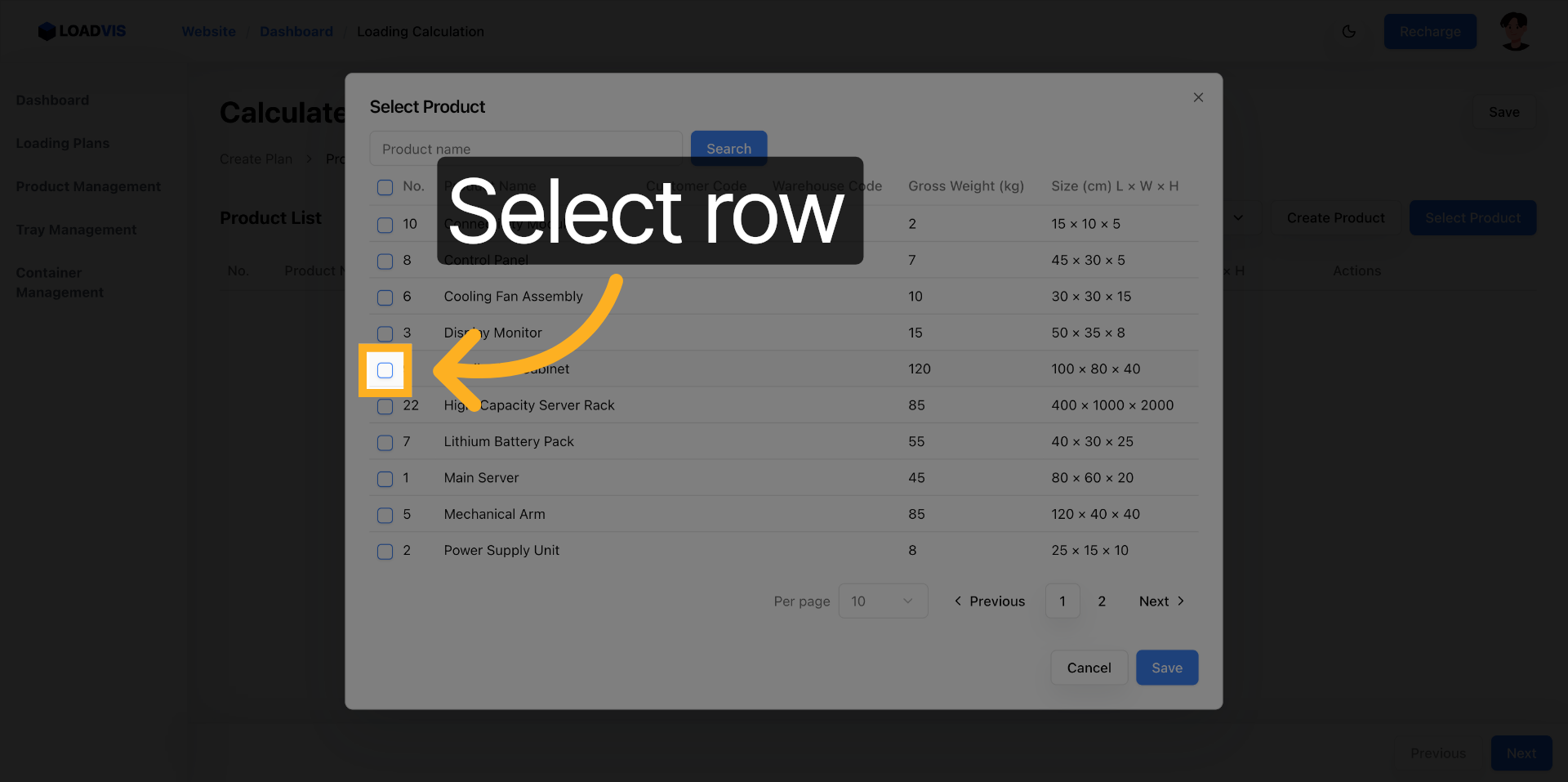
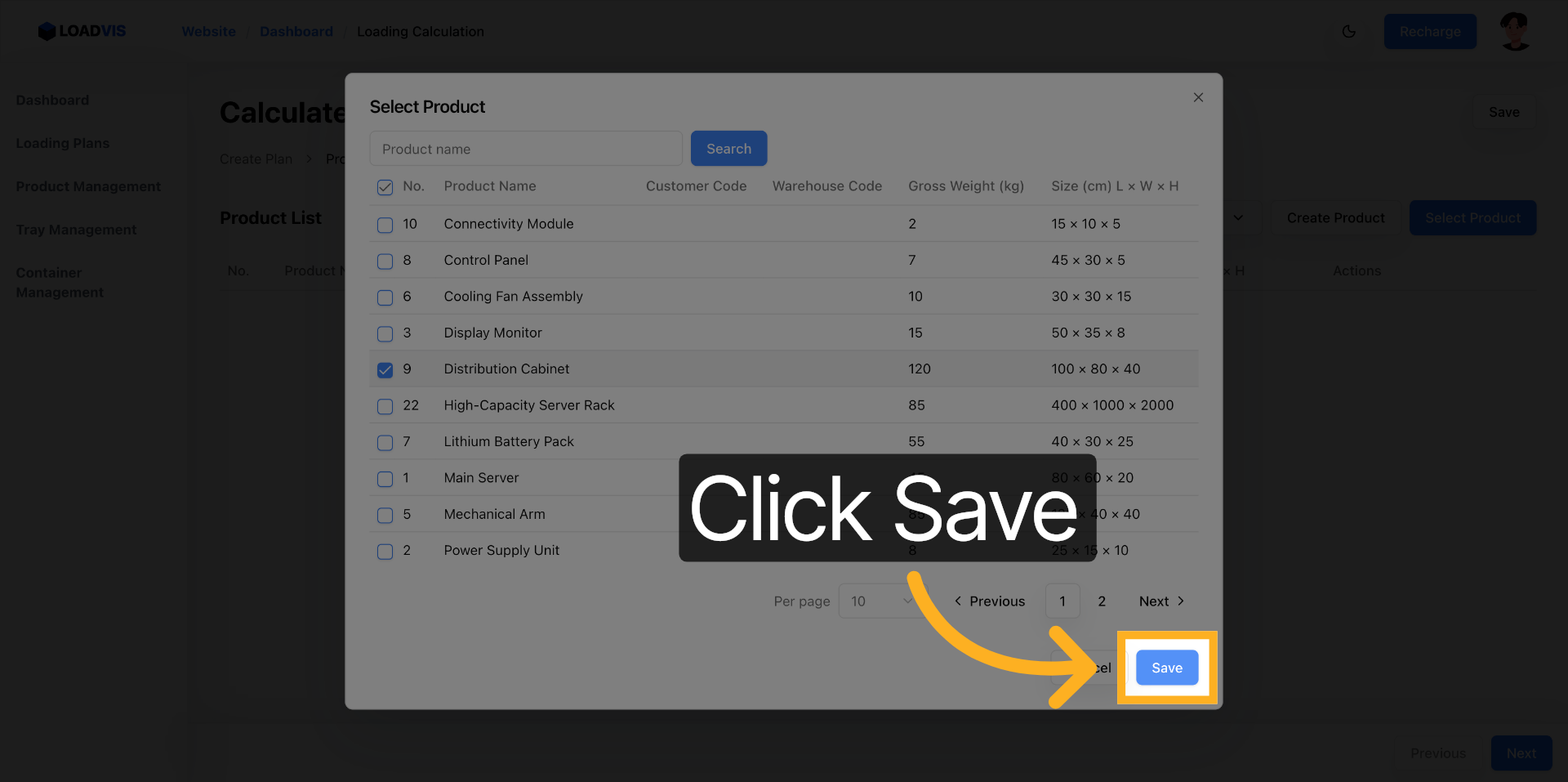
Wiederholen. Zweites Produkt. Drittes Produkt. Jede Zeile explizit wählen. Abspeichern.
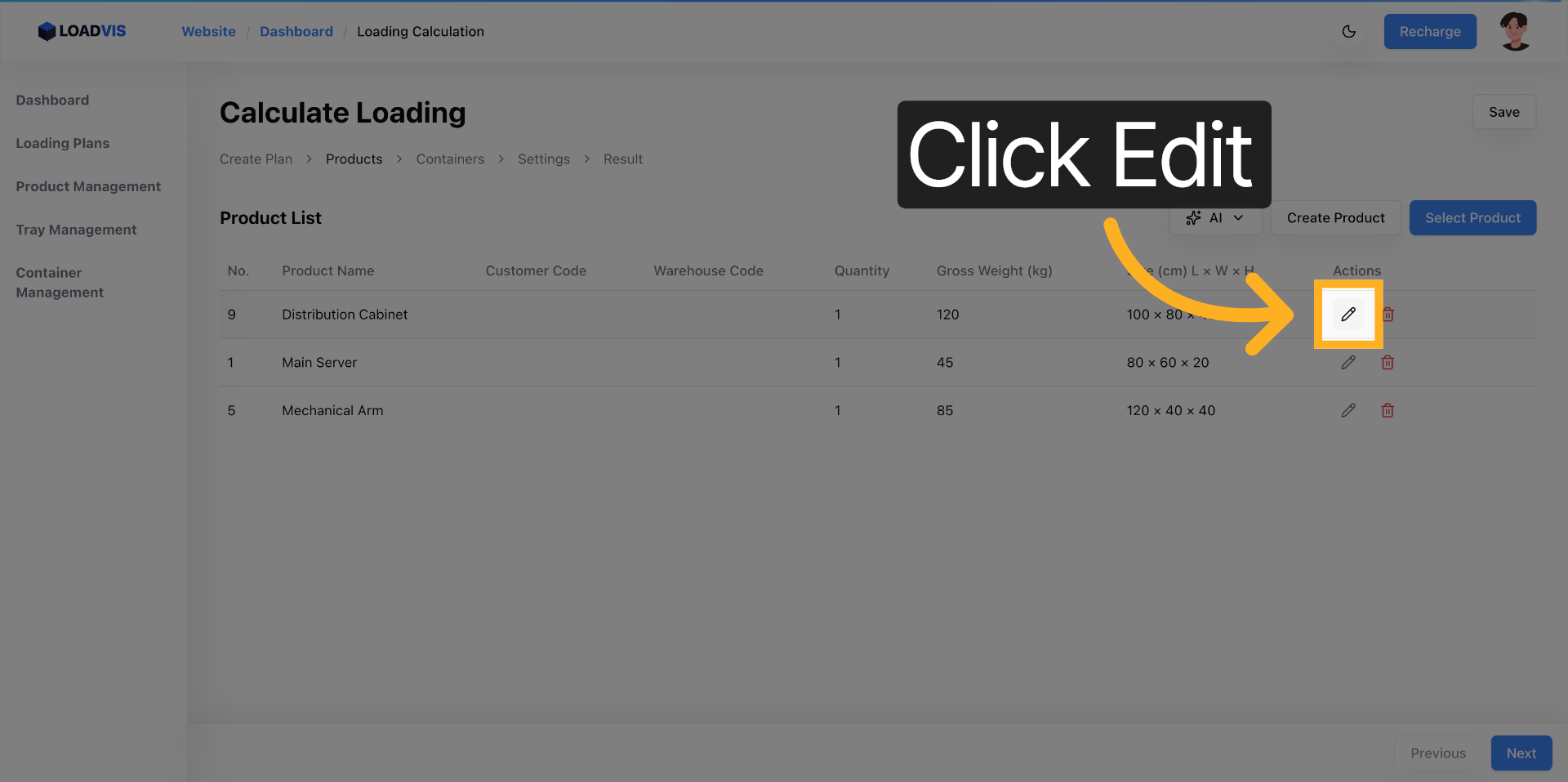
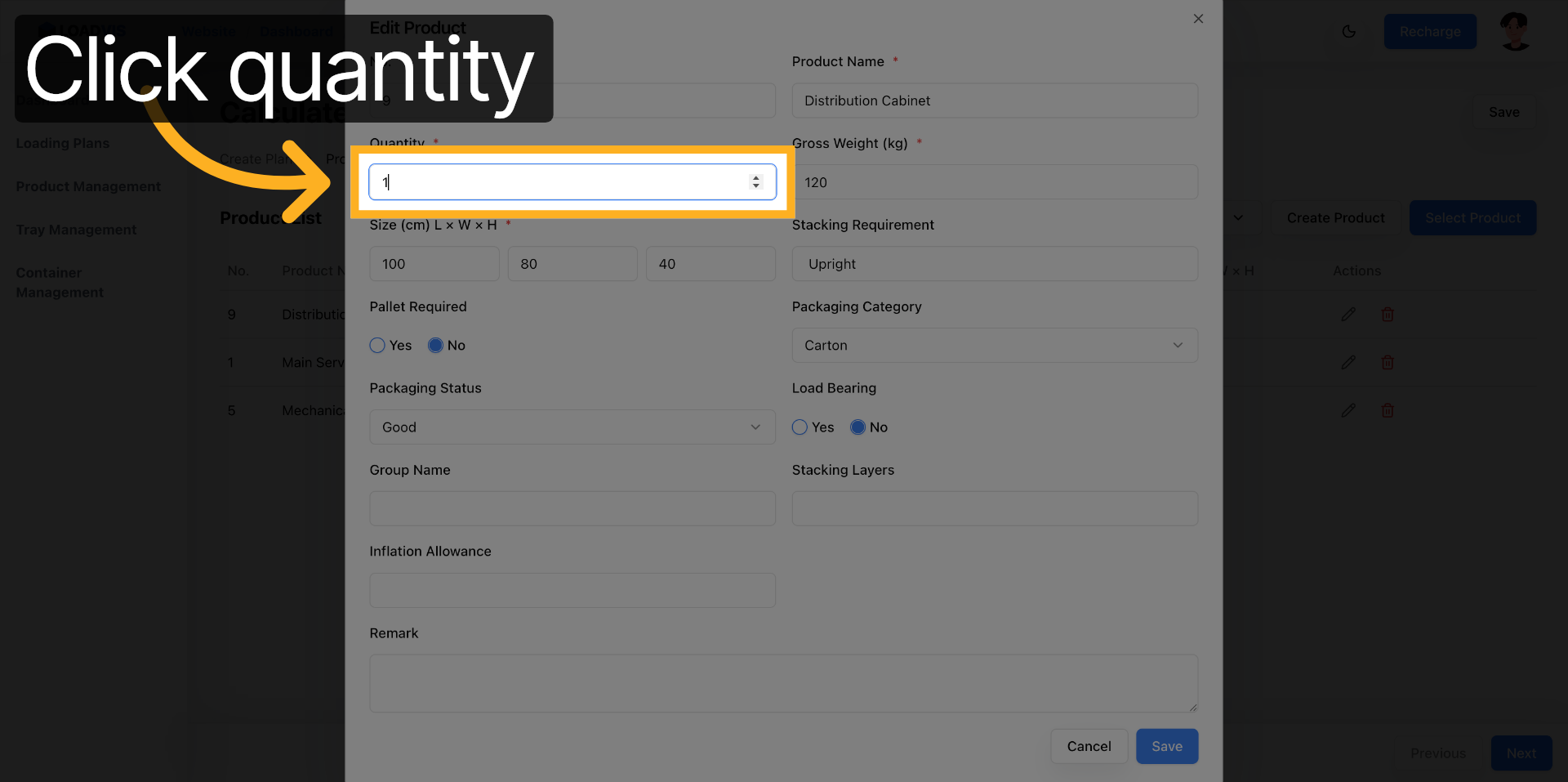
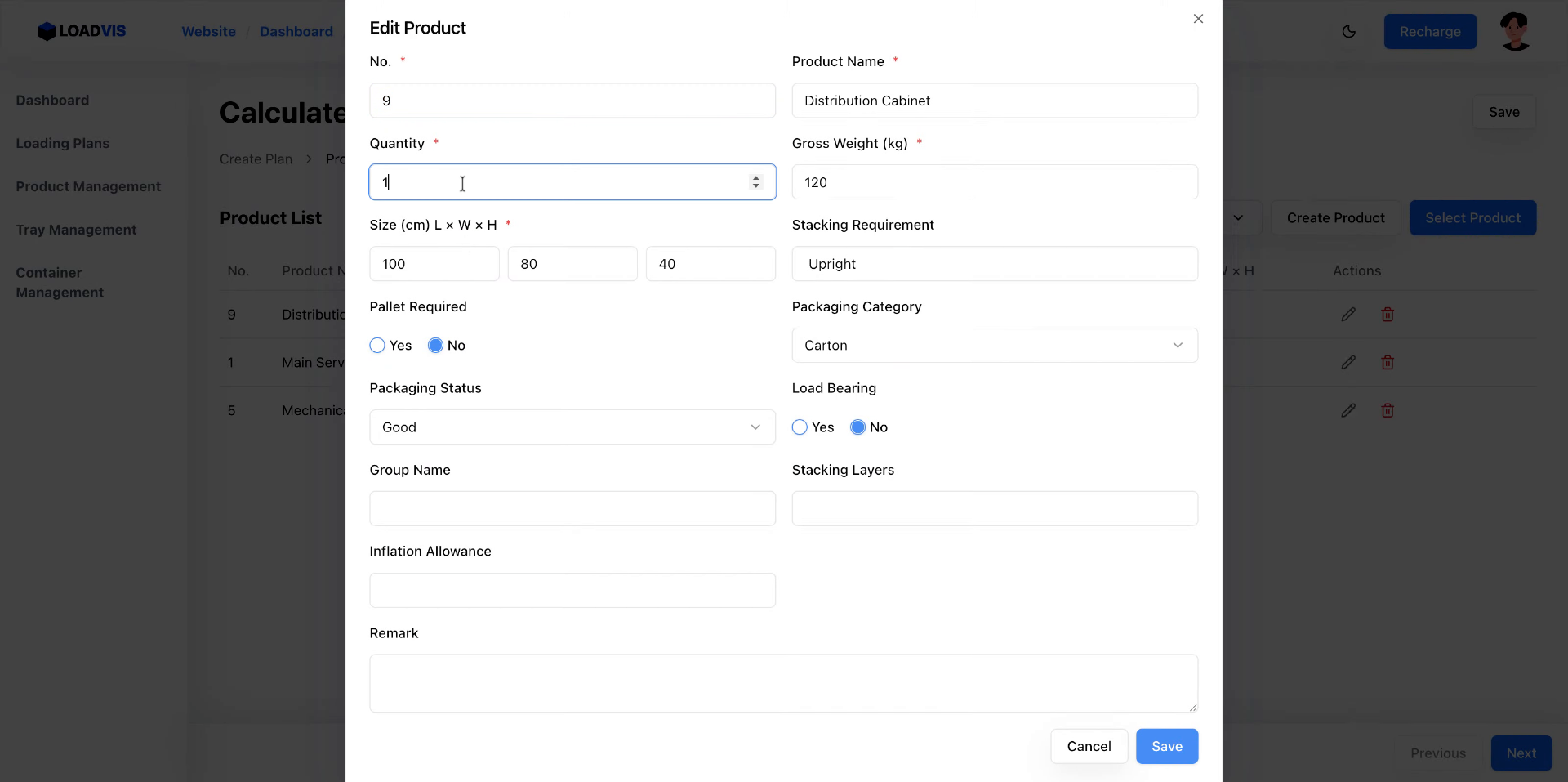
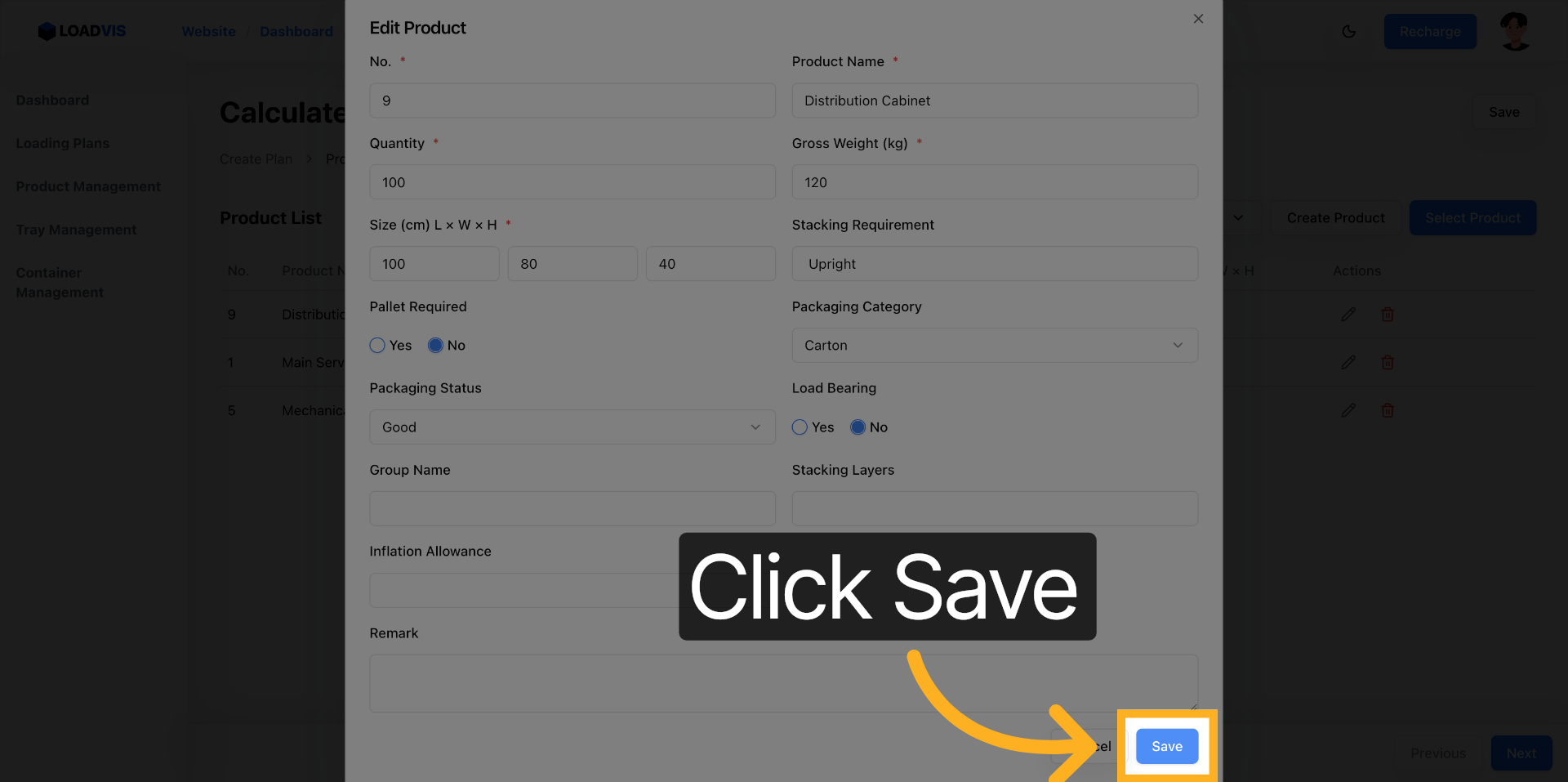
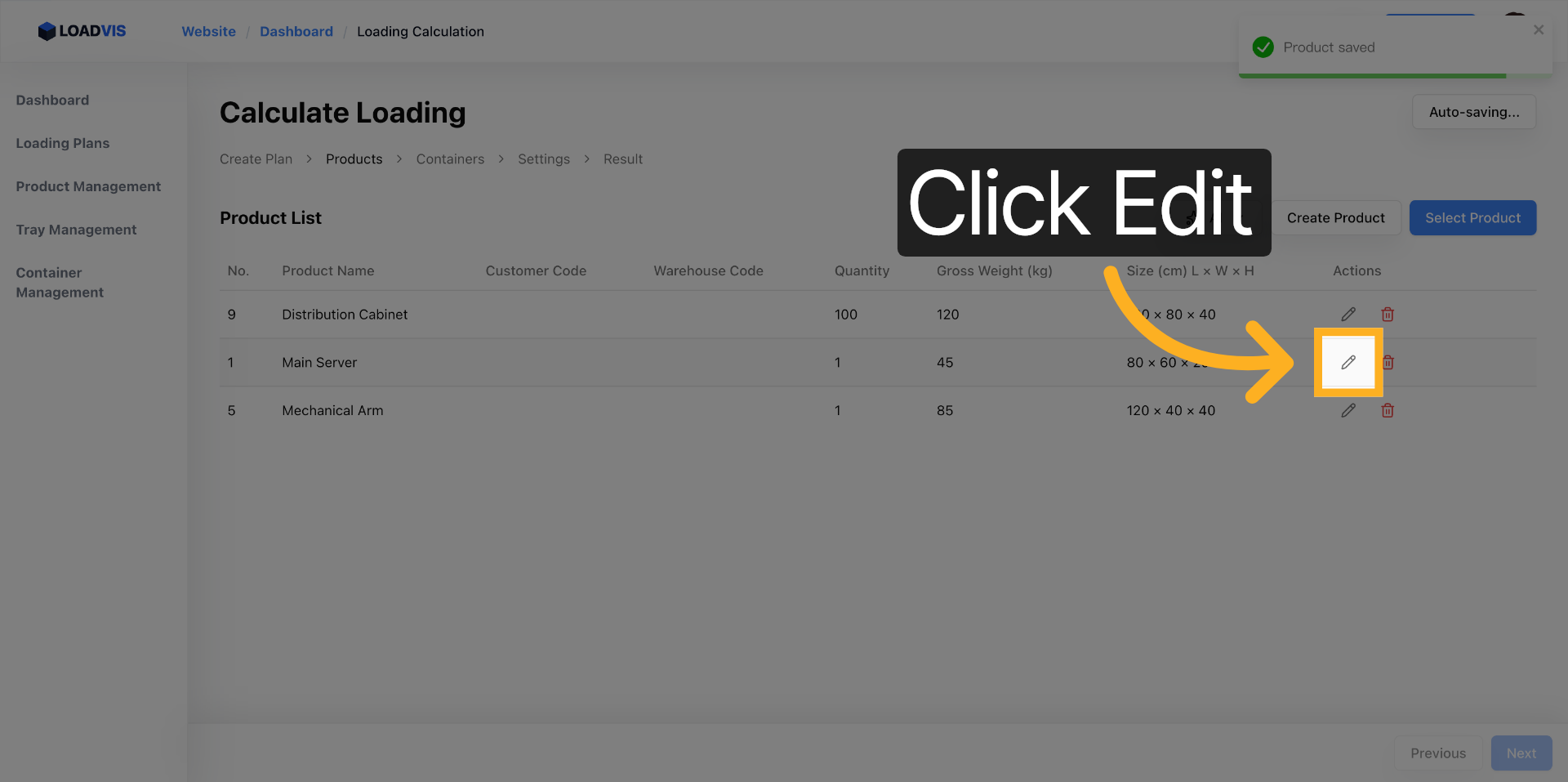
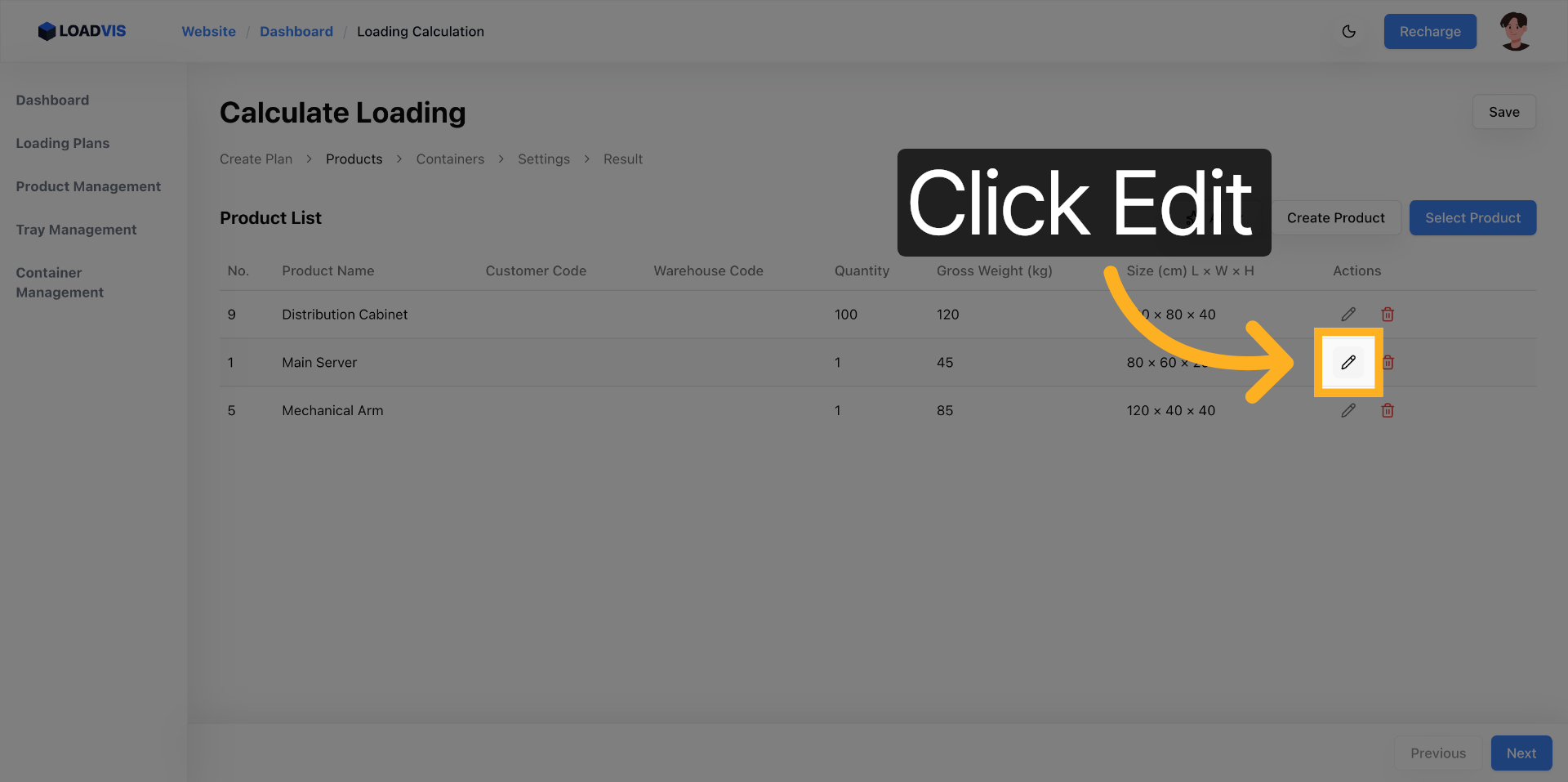
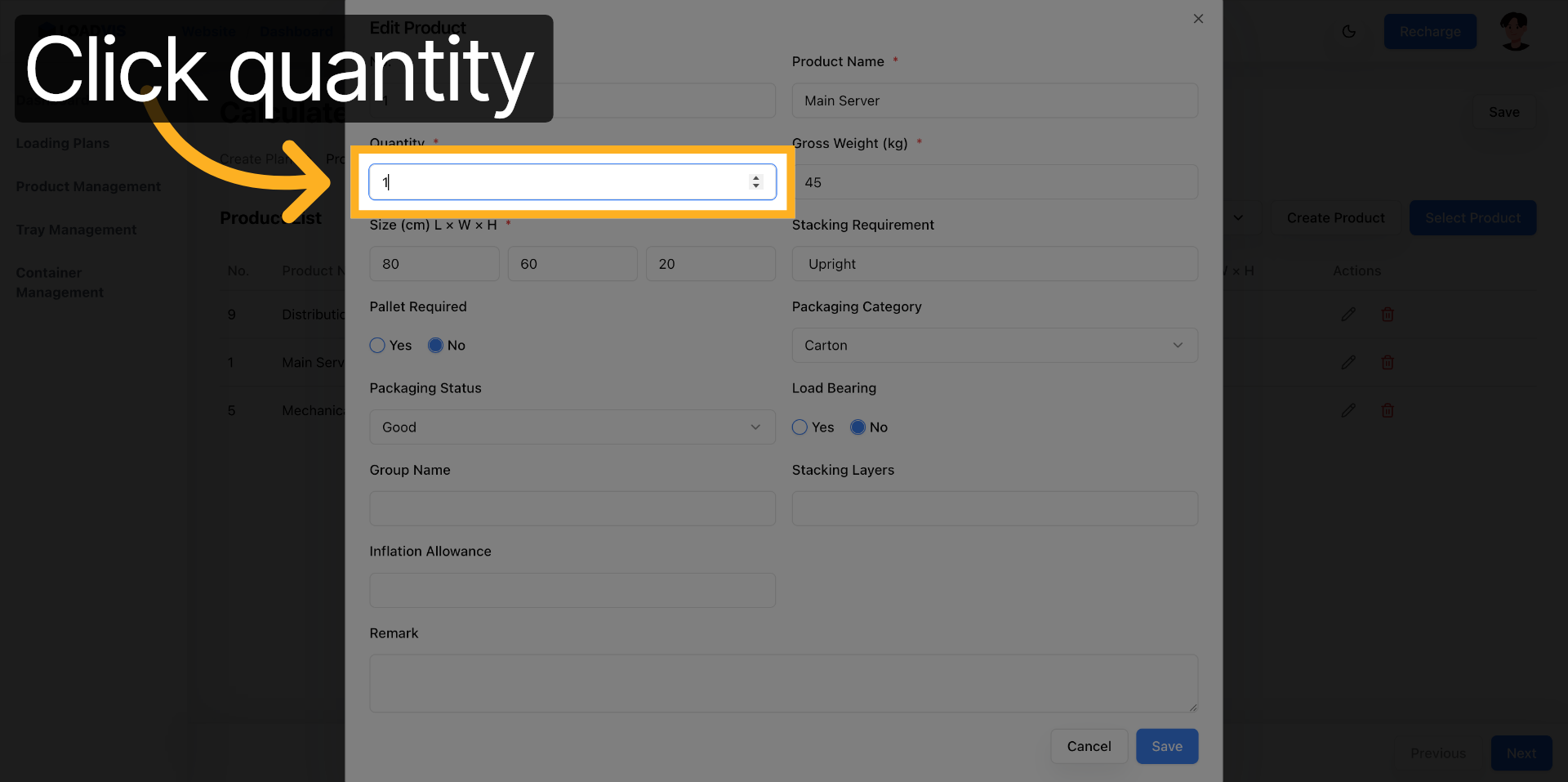
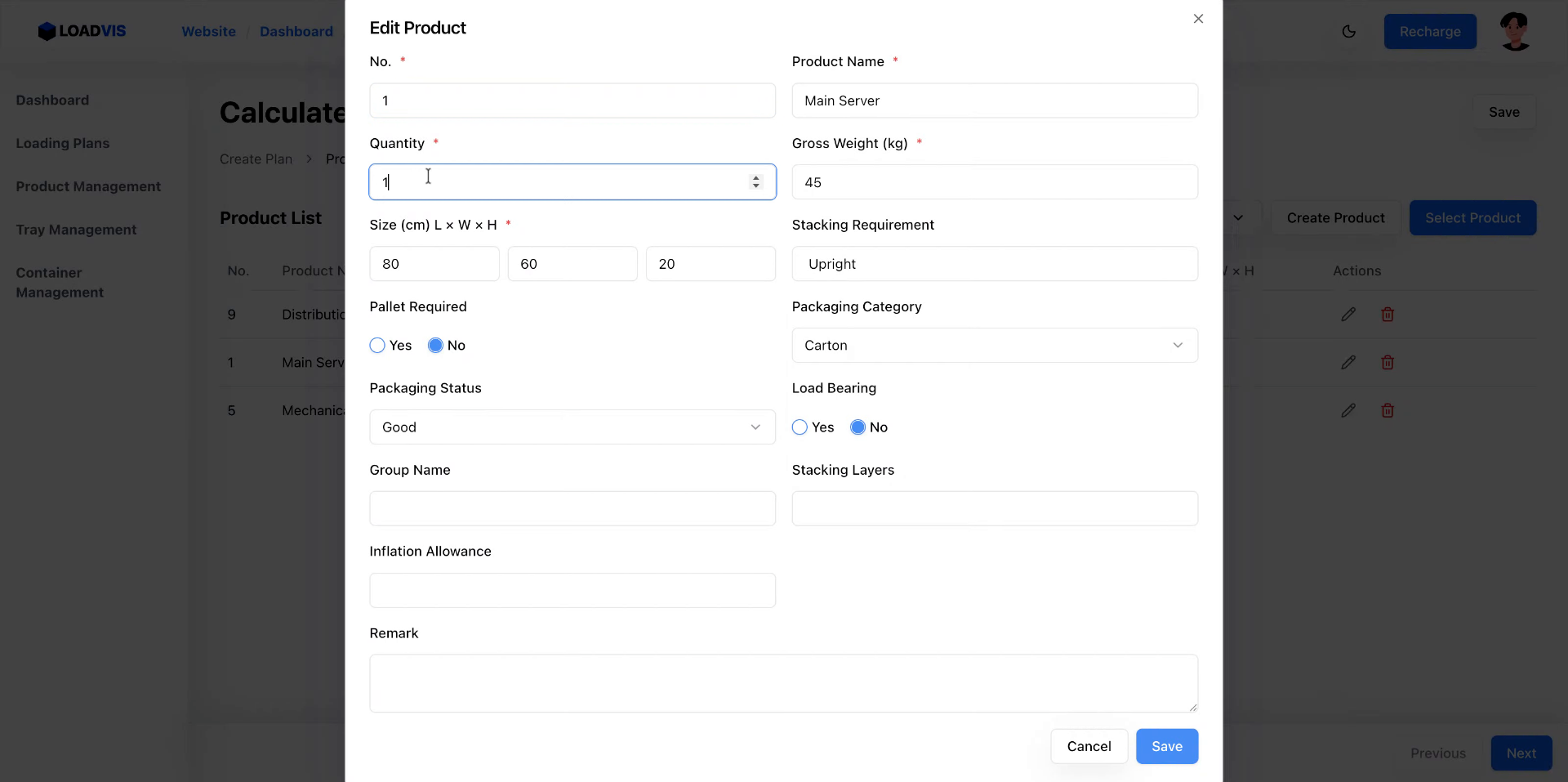
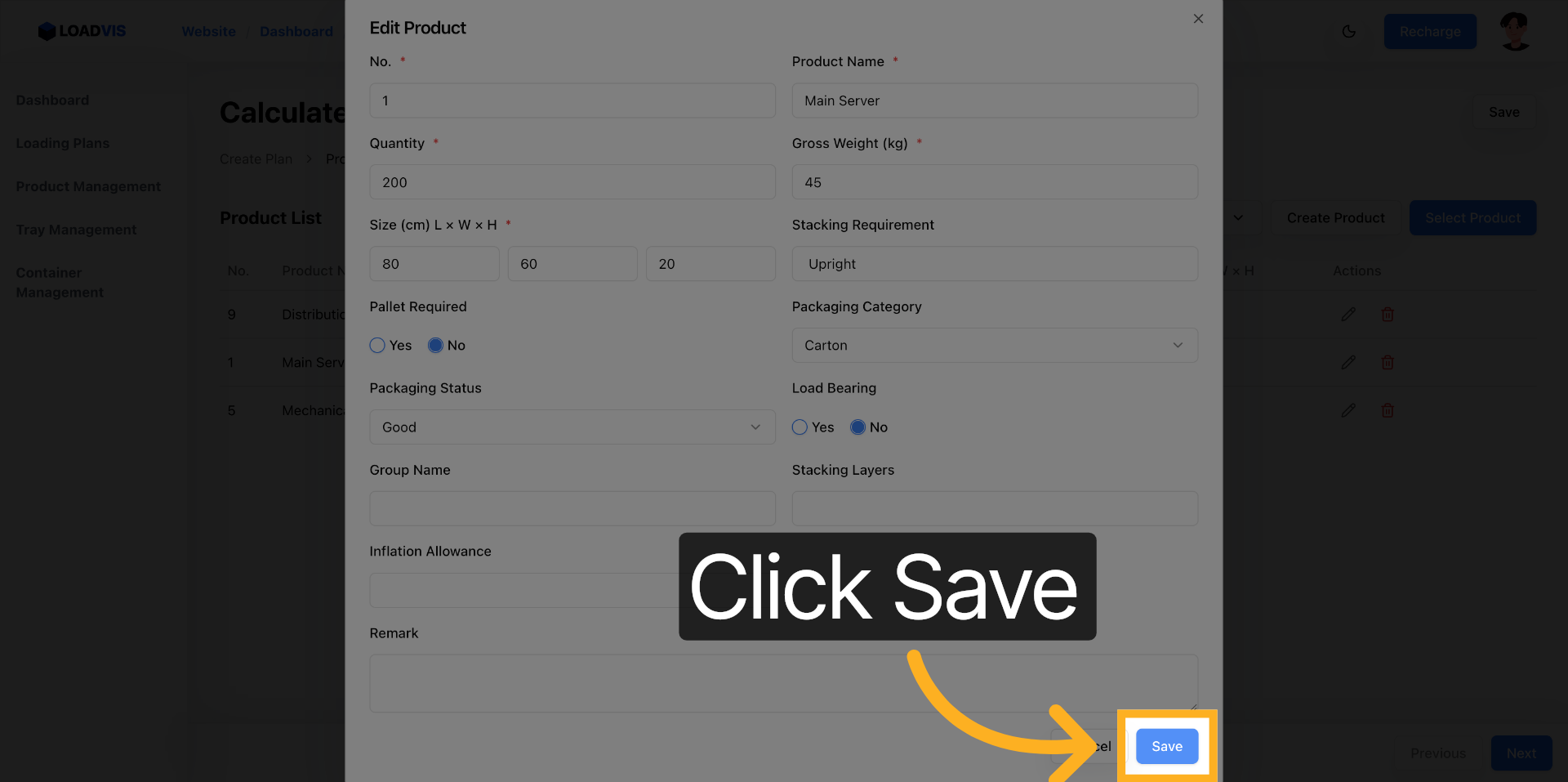
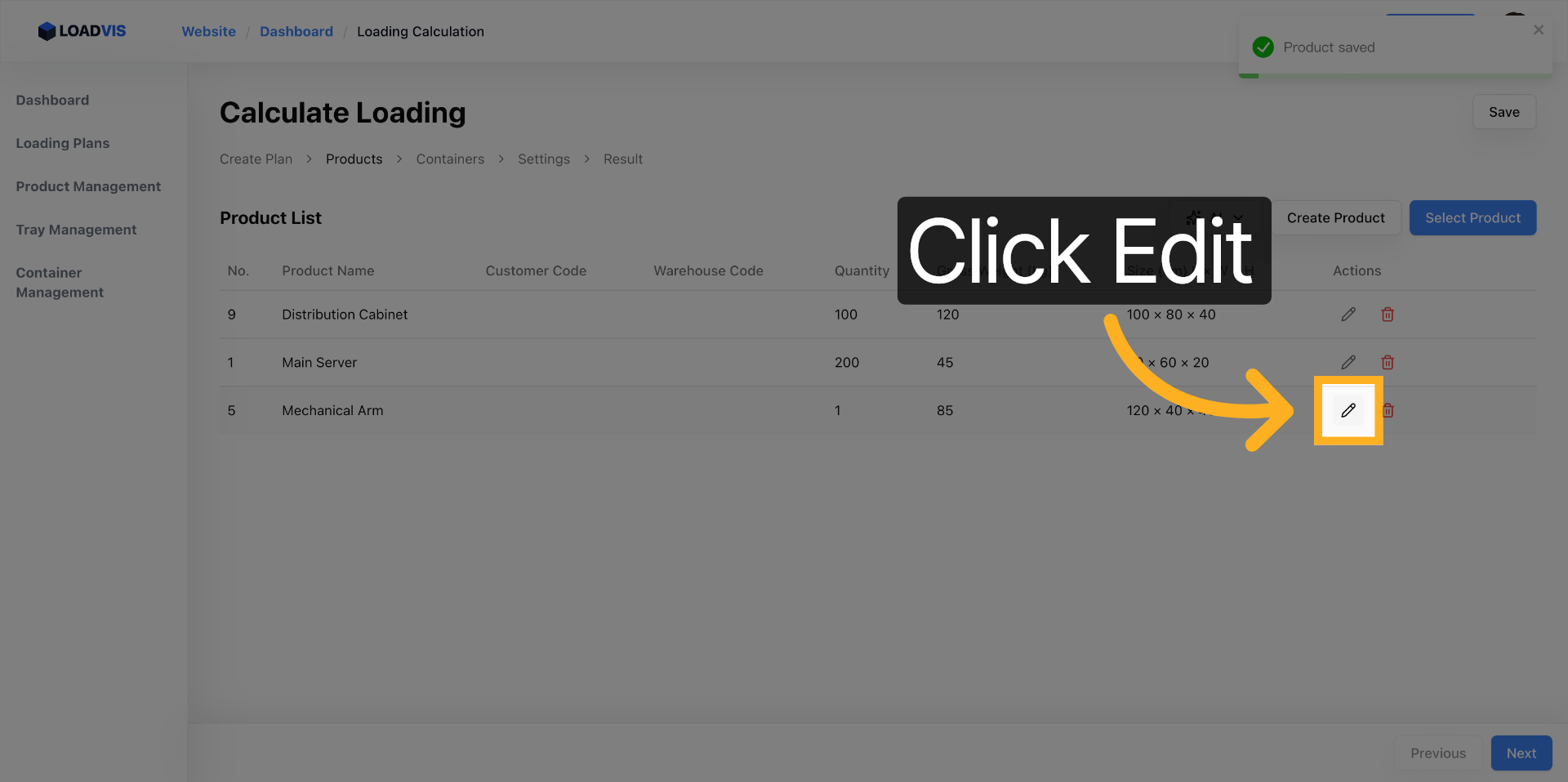
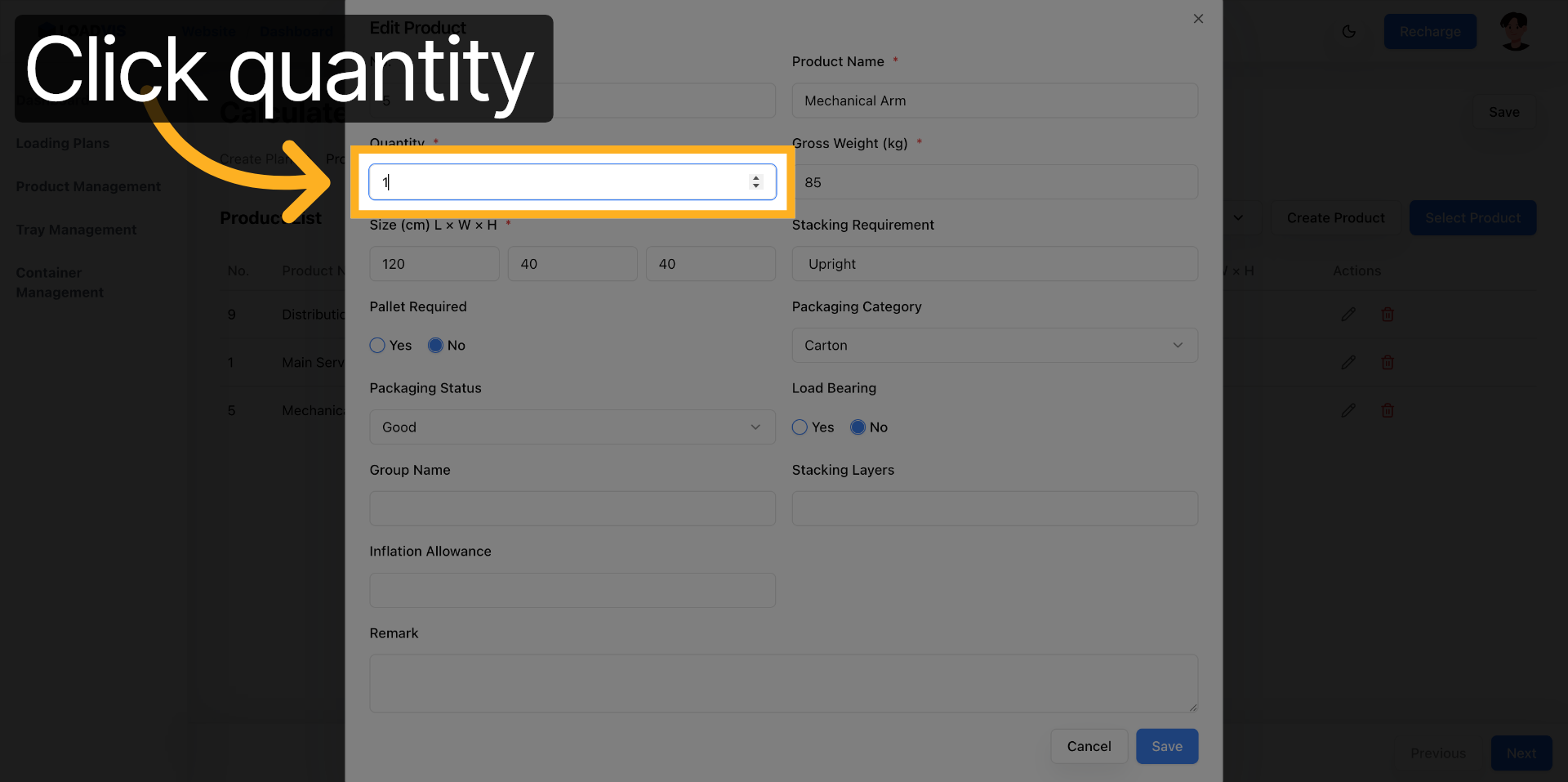
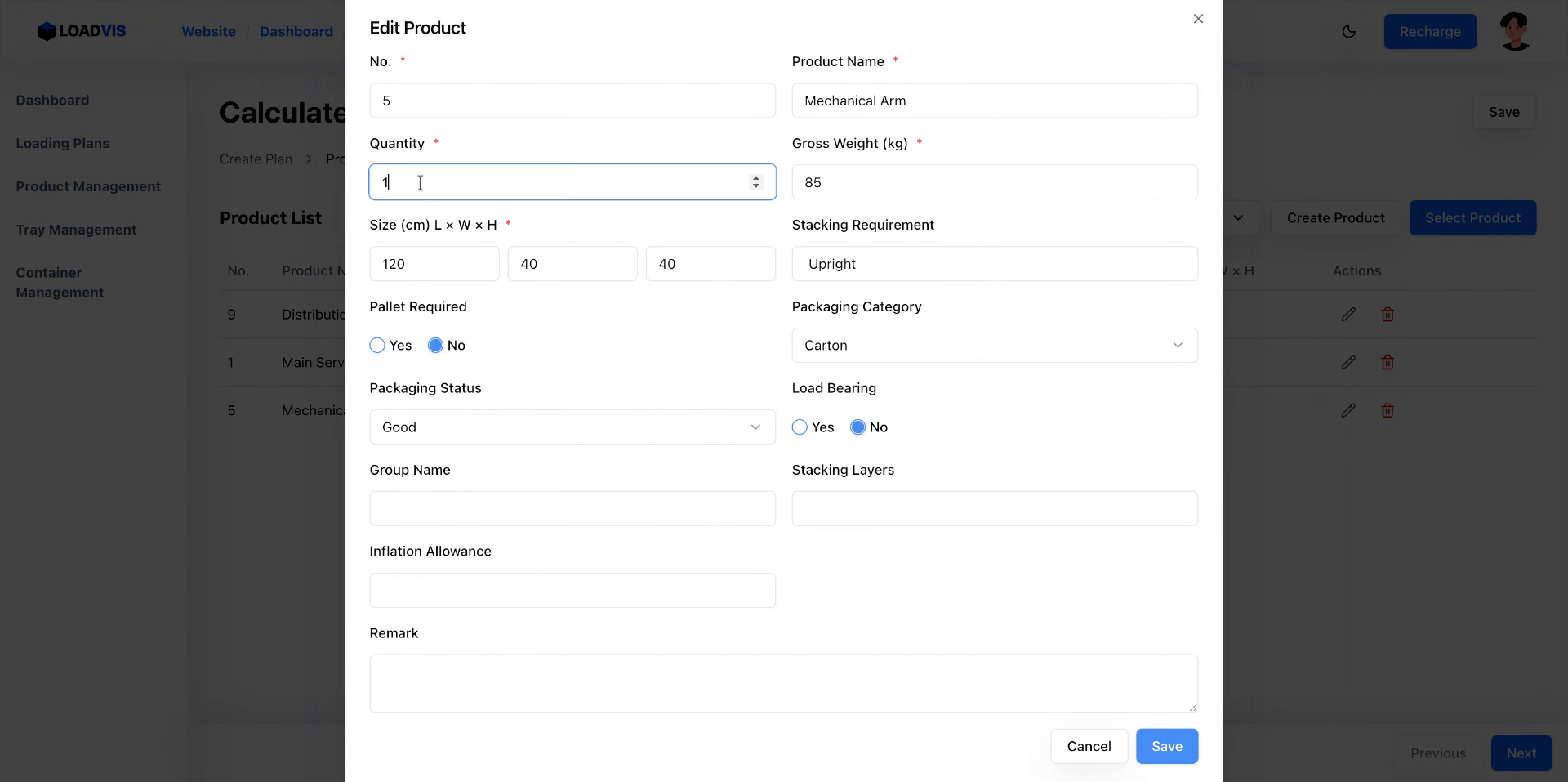
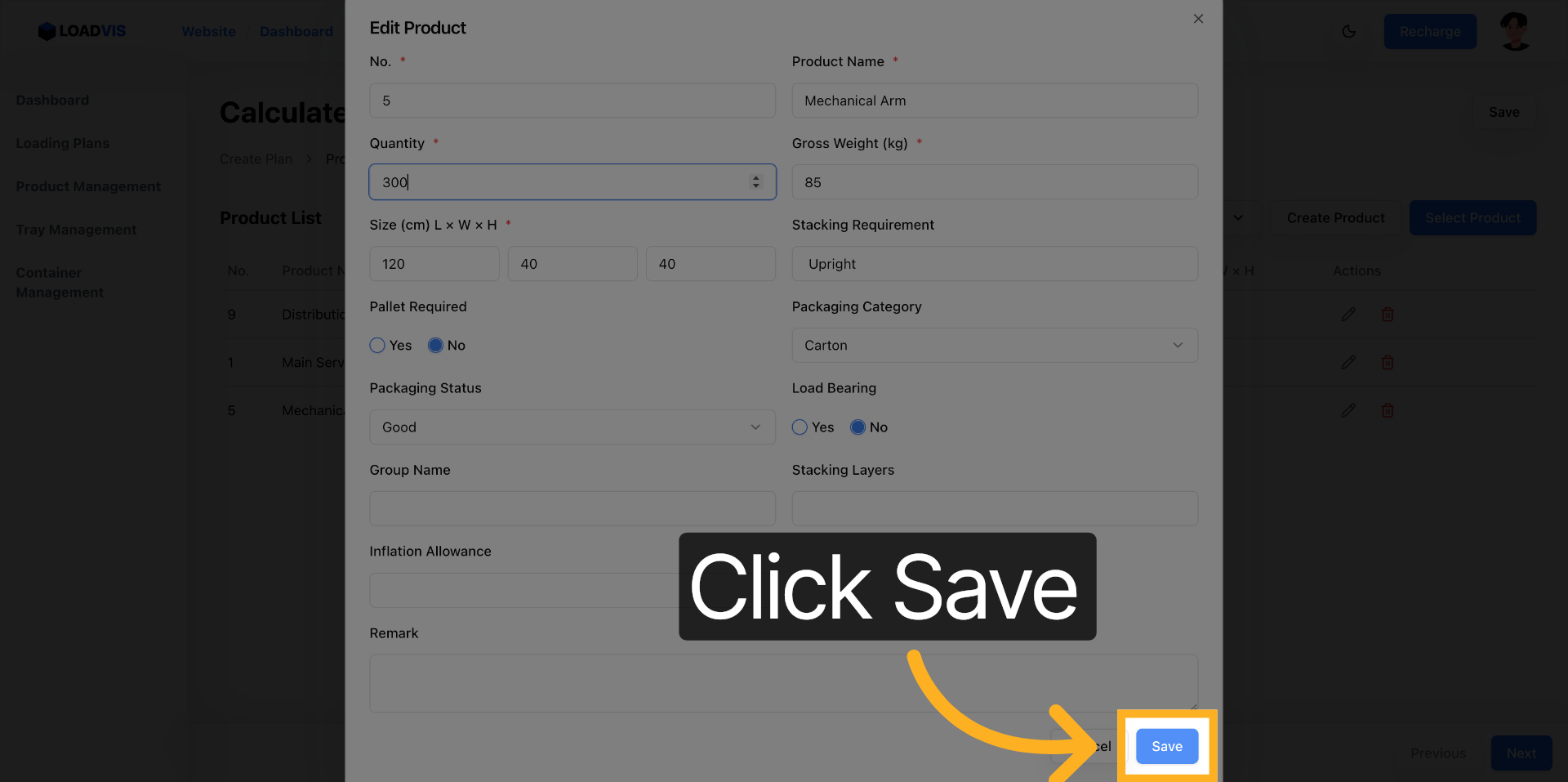
Jetzt die Mengen. Standardwerte sind fast immer historische Artefakte. Klicken Sie auf „Bearbeiten“. Überschreiben Sie den Platzhalter. Setzen Sie 100. Speichern.
Identischer Ablauf für Position zwei (200) und drei (300). Jeder Klick formt die Eingabematrix.
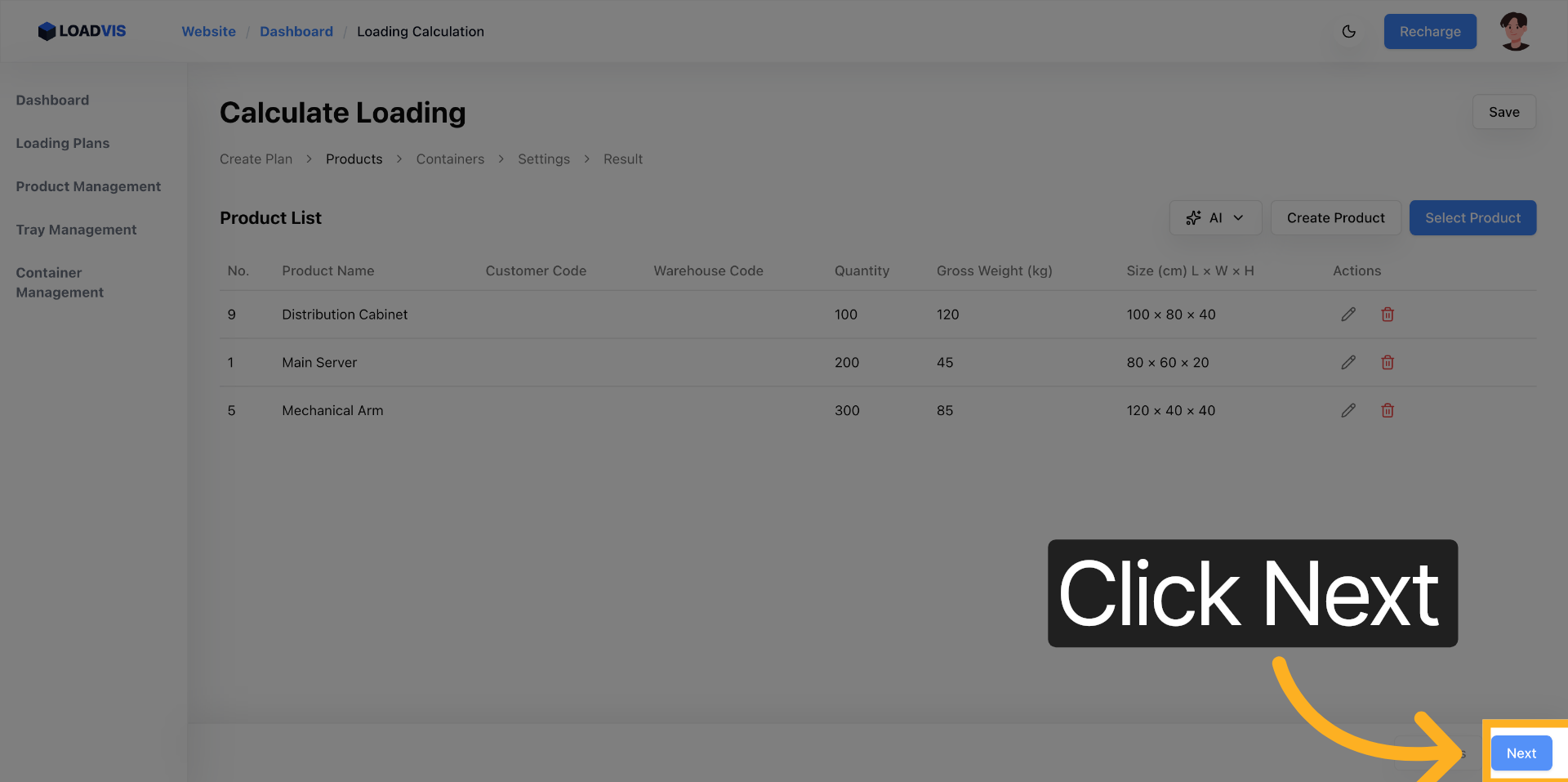
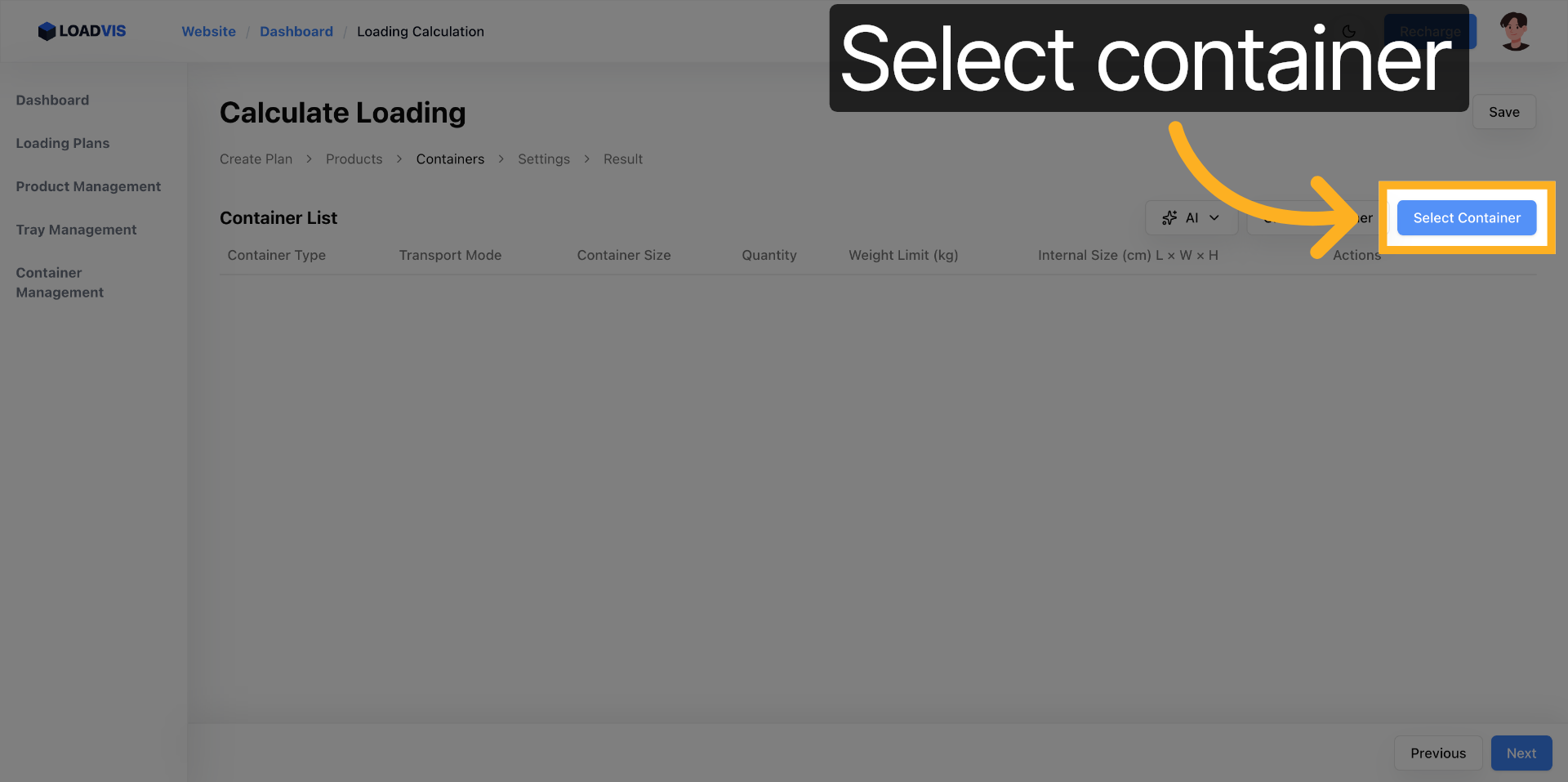
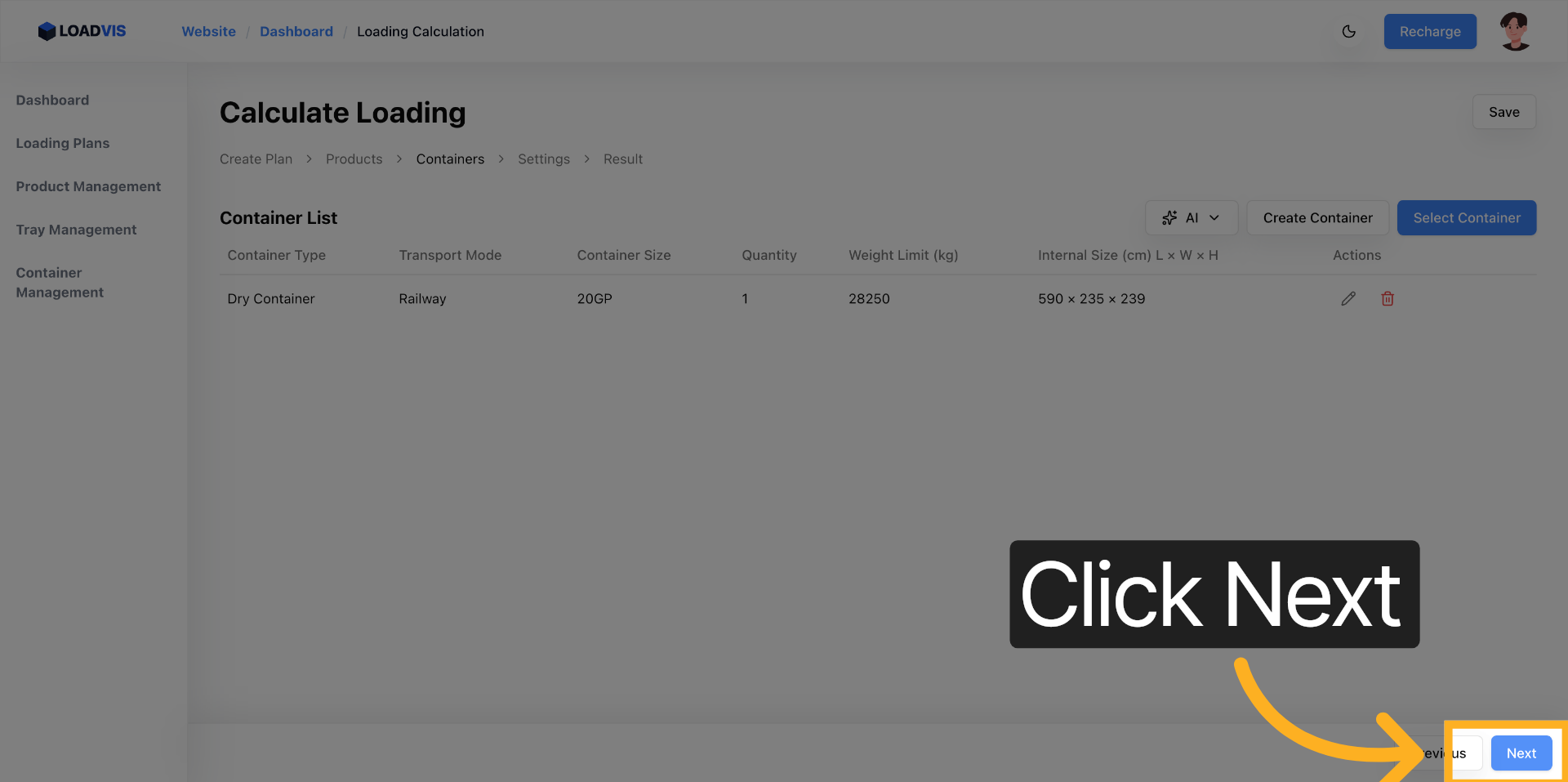
Klicken Sie auf „Weiter“. Konfigurieren Sie den Container. Aus der Liste wählen. Speichern. Nochmal „Weiter“.
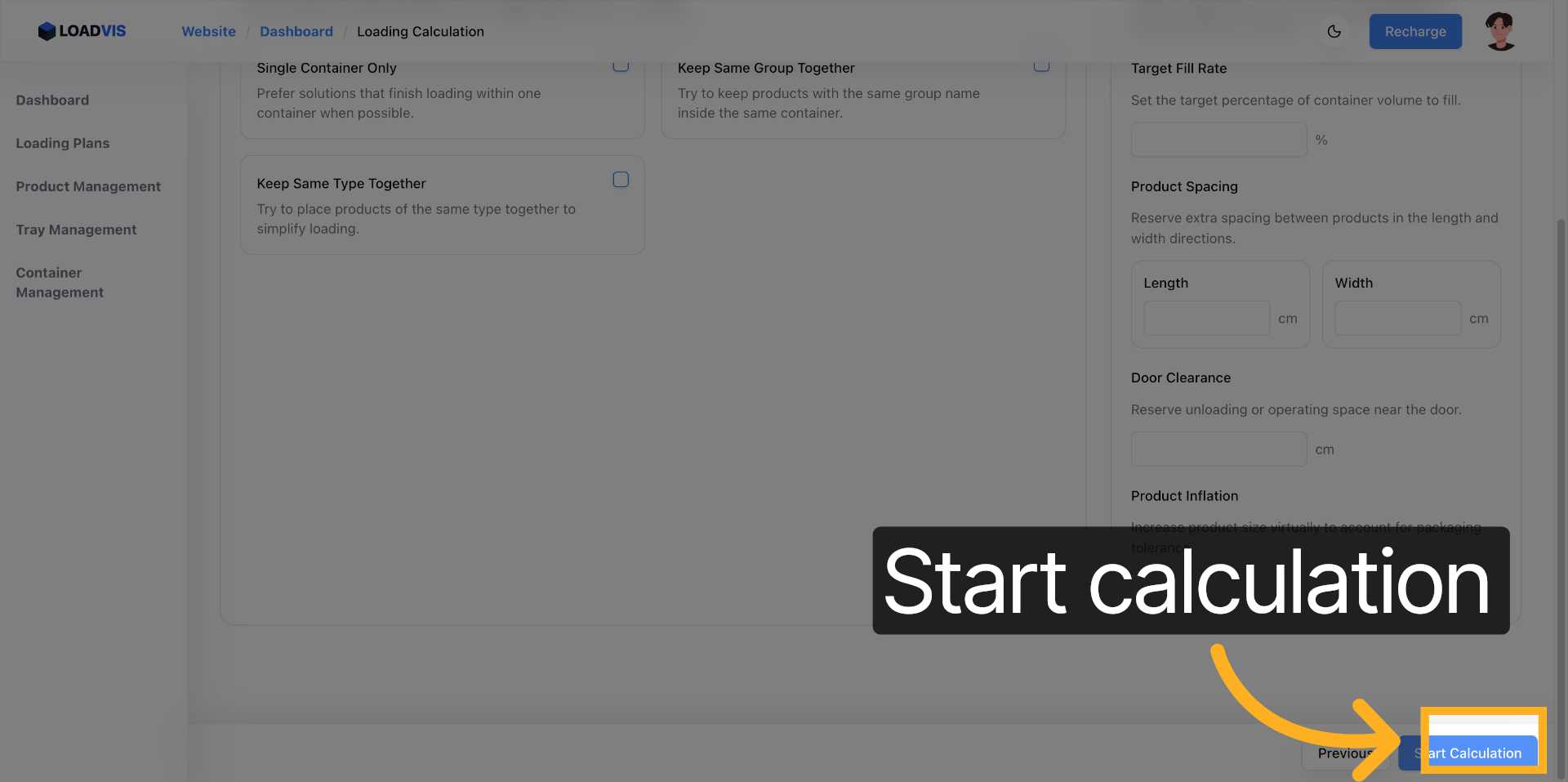
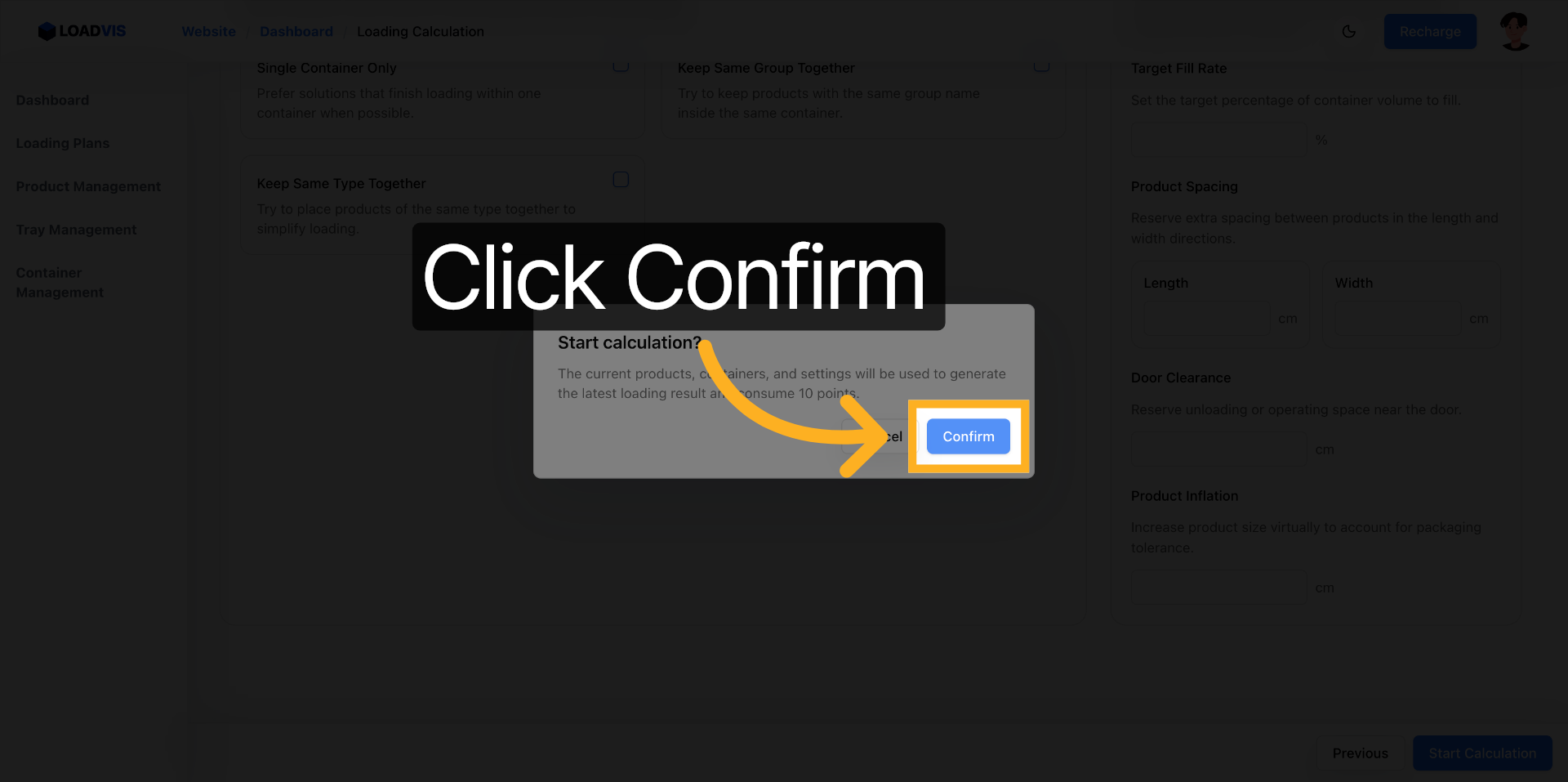
Starten Sie den Solver. „Berechnung starten“. Warten Sie auf die Ausgabe. Bestätigen Sie.
Das System liefert einen Plan. Es liefert keine physikalische Garantie für die Laderampe.
Schritt 3: Ergebnisdekonstruktion und manuelle Prüfung
Hier entscheidet sich, ob die Theorie trägt. Die Schnittstelle zwischen Kubikmetern und Traglast.
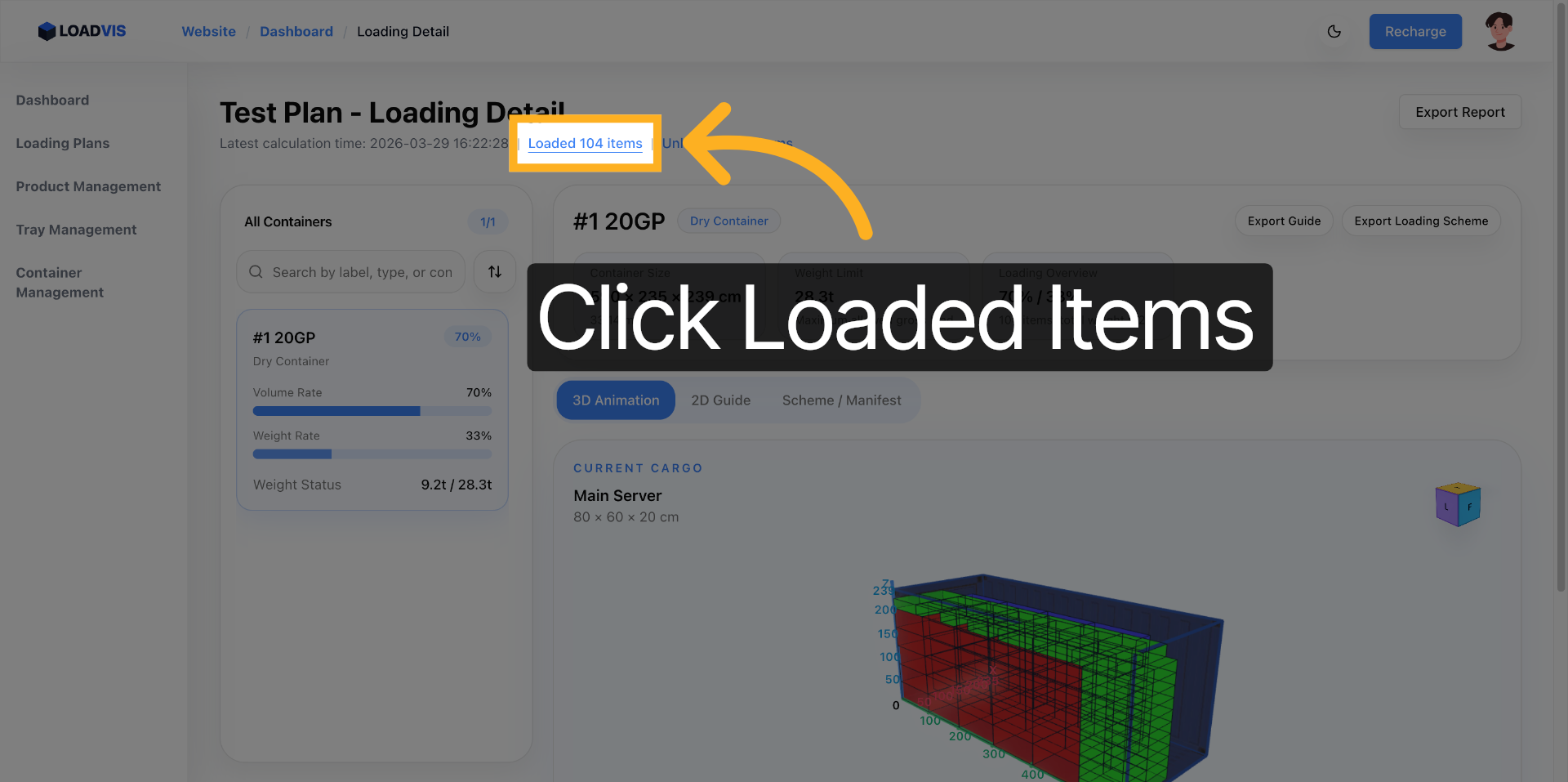
Öffnen Sie die Detailansicht. Die Statistik springt sofort ins Auge.
 (Hinweis: Bildreferenz aus JSON übernommen) ->
(Hinweis: Bildreferenz aus JSON übernommen) -> https://file.loadvis.com/guide/plan/1774859829868-ns75xcr50gq.png
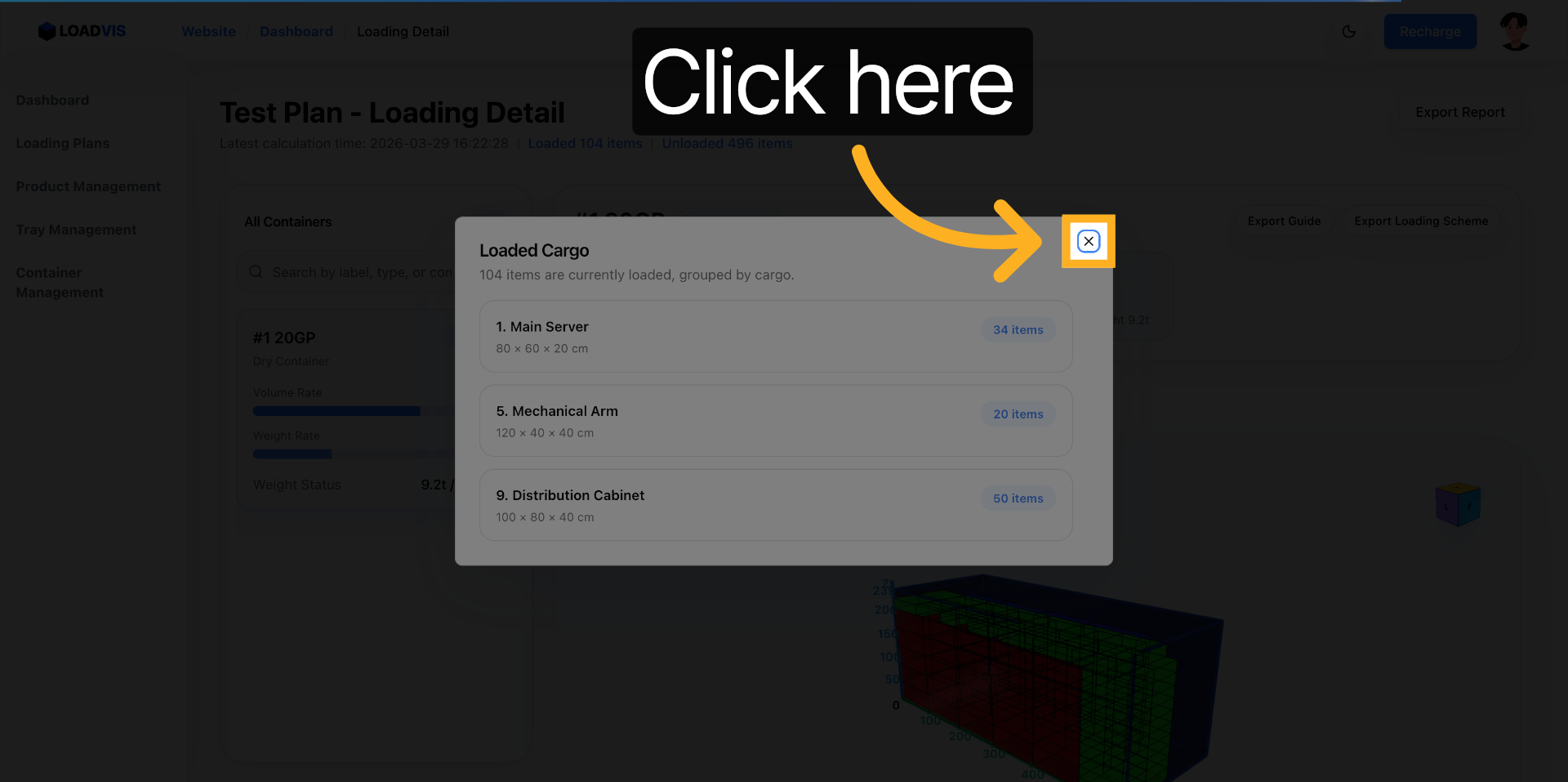
Klicken Sie auf „104 Artikel geladen“. Prüfen Sie die Trefferquote. Schließen Sie das Overlay.
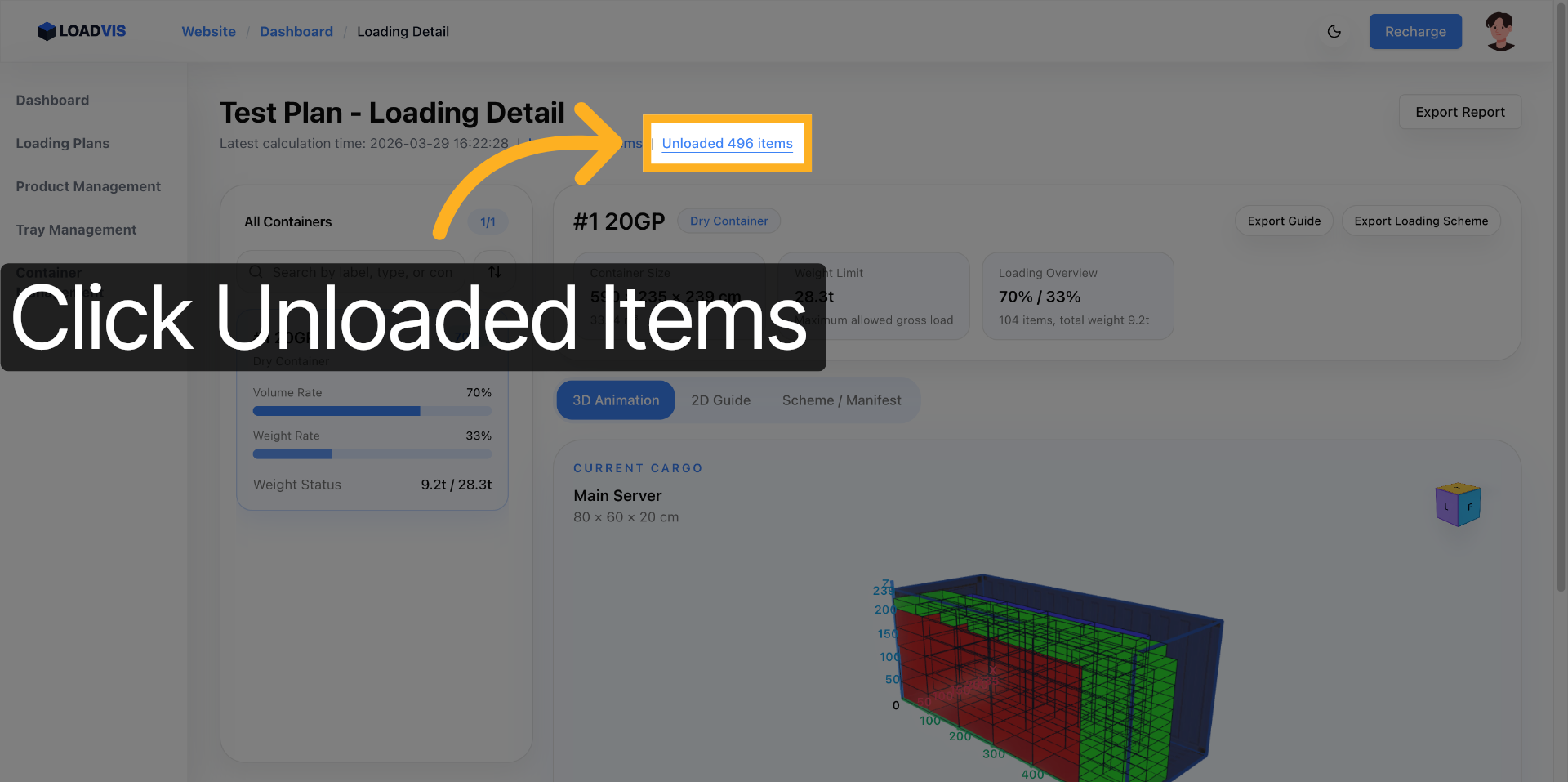
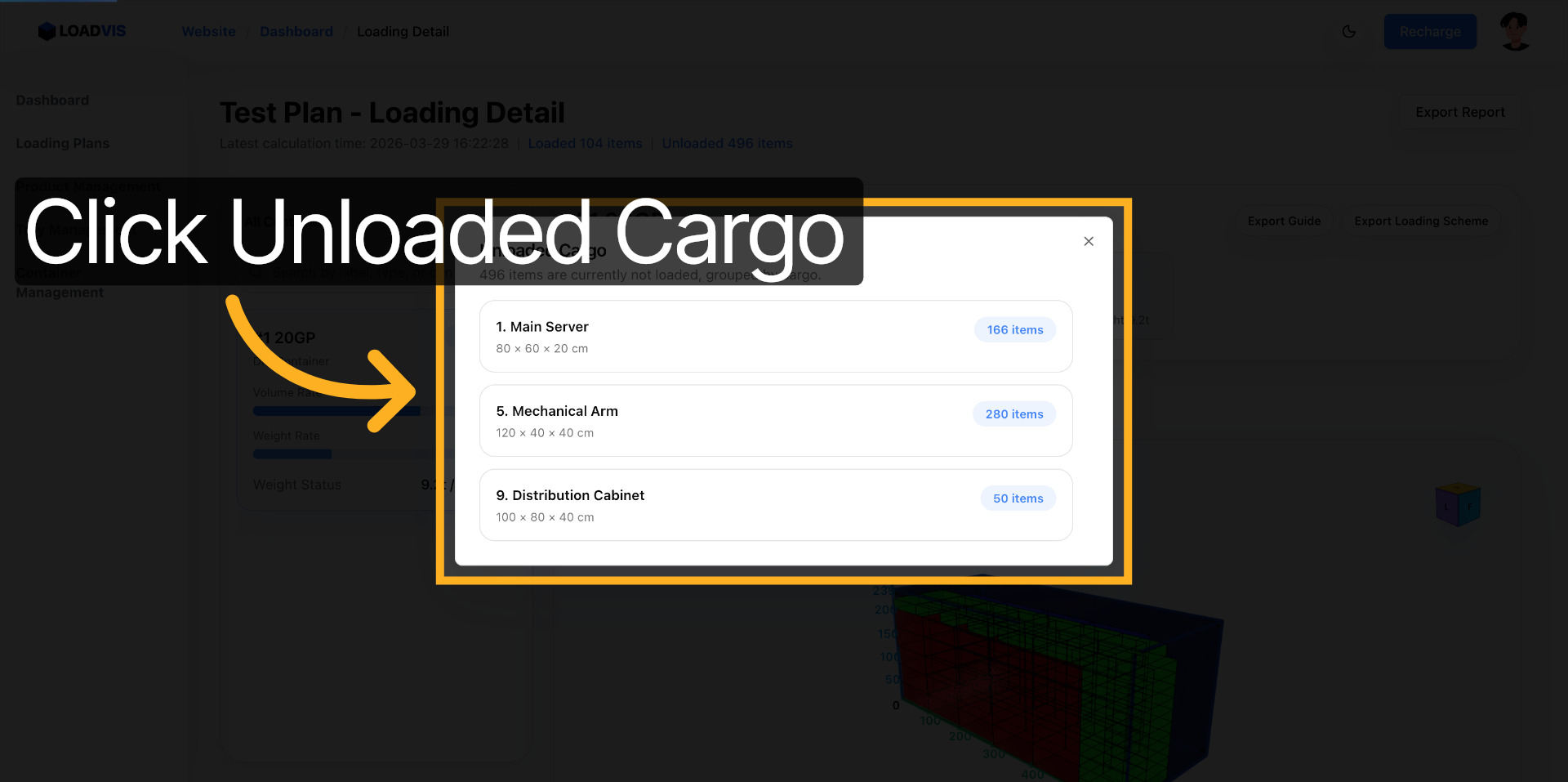
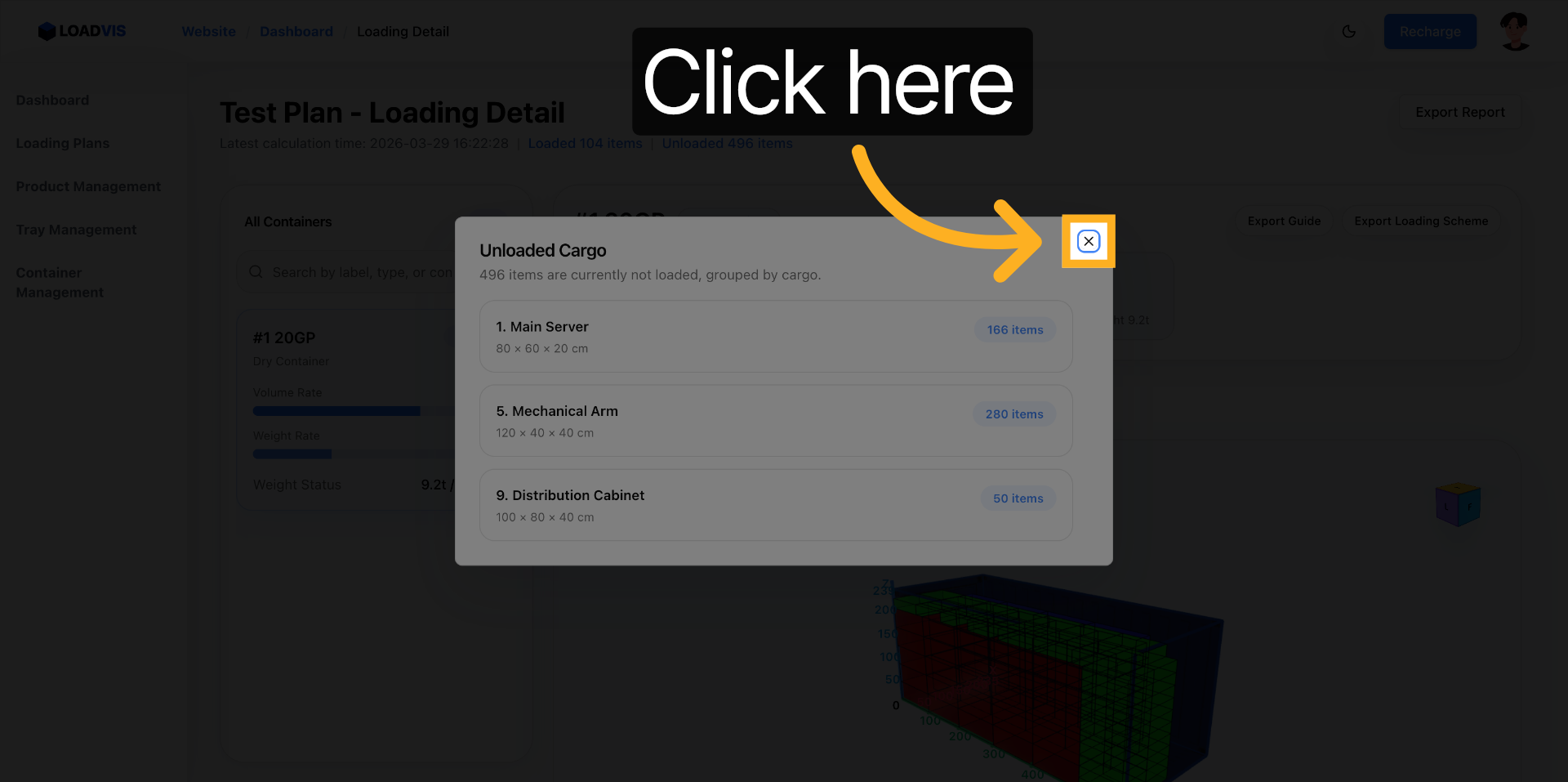
Was wurde ausgeschlossen? „496 Artikel nicht geladen“. Expandieren Sie die Gruppen. Lesen Sie die verbleibenden Restmengen pro SKU. Das sind keine Softwarefehler. Das sind harte Constraints, die der Algorithmus priorisiert hat.
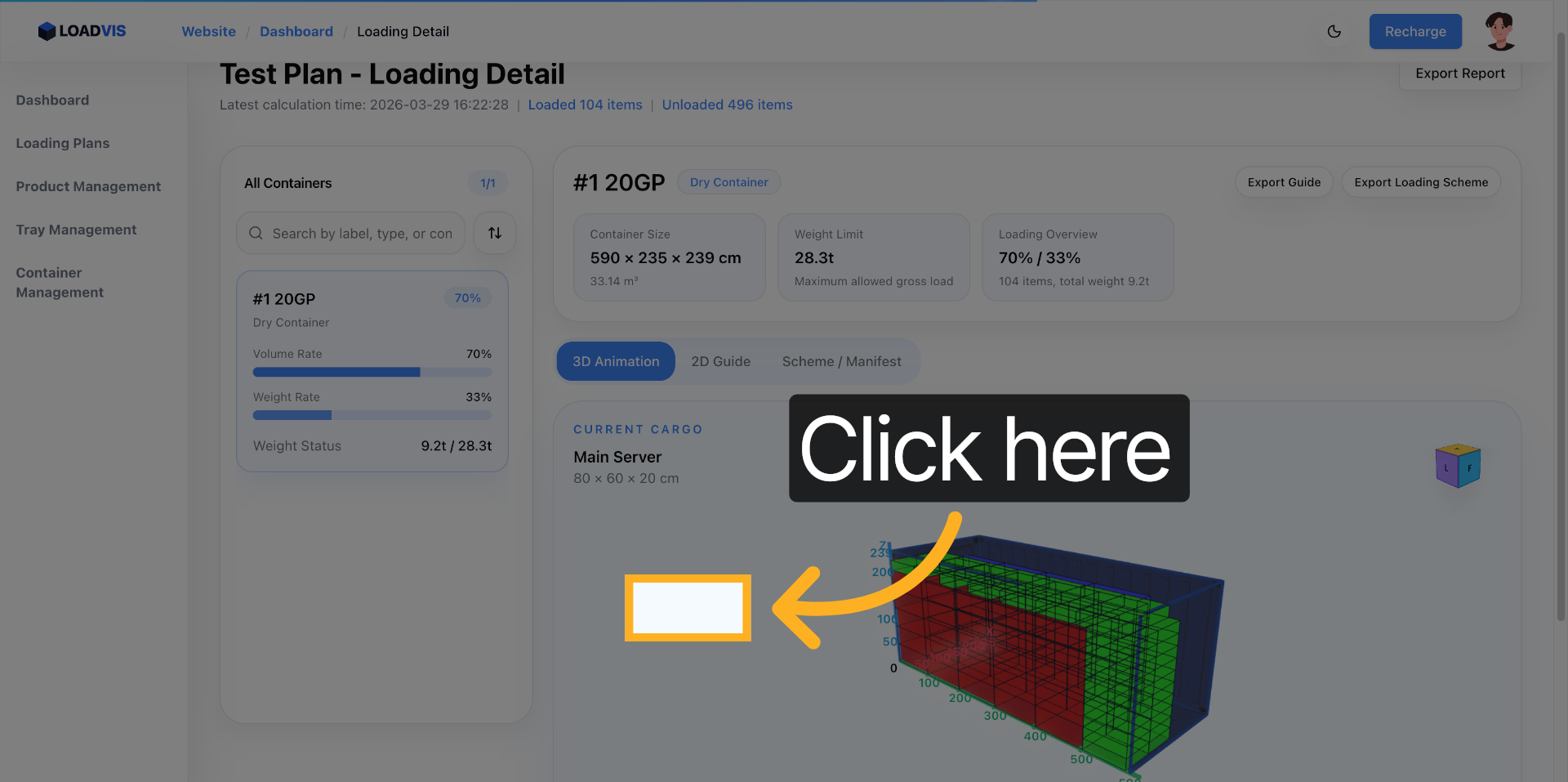
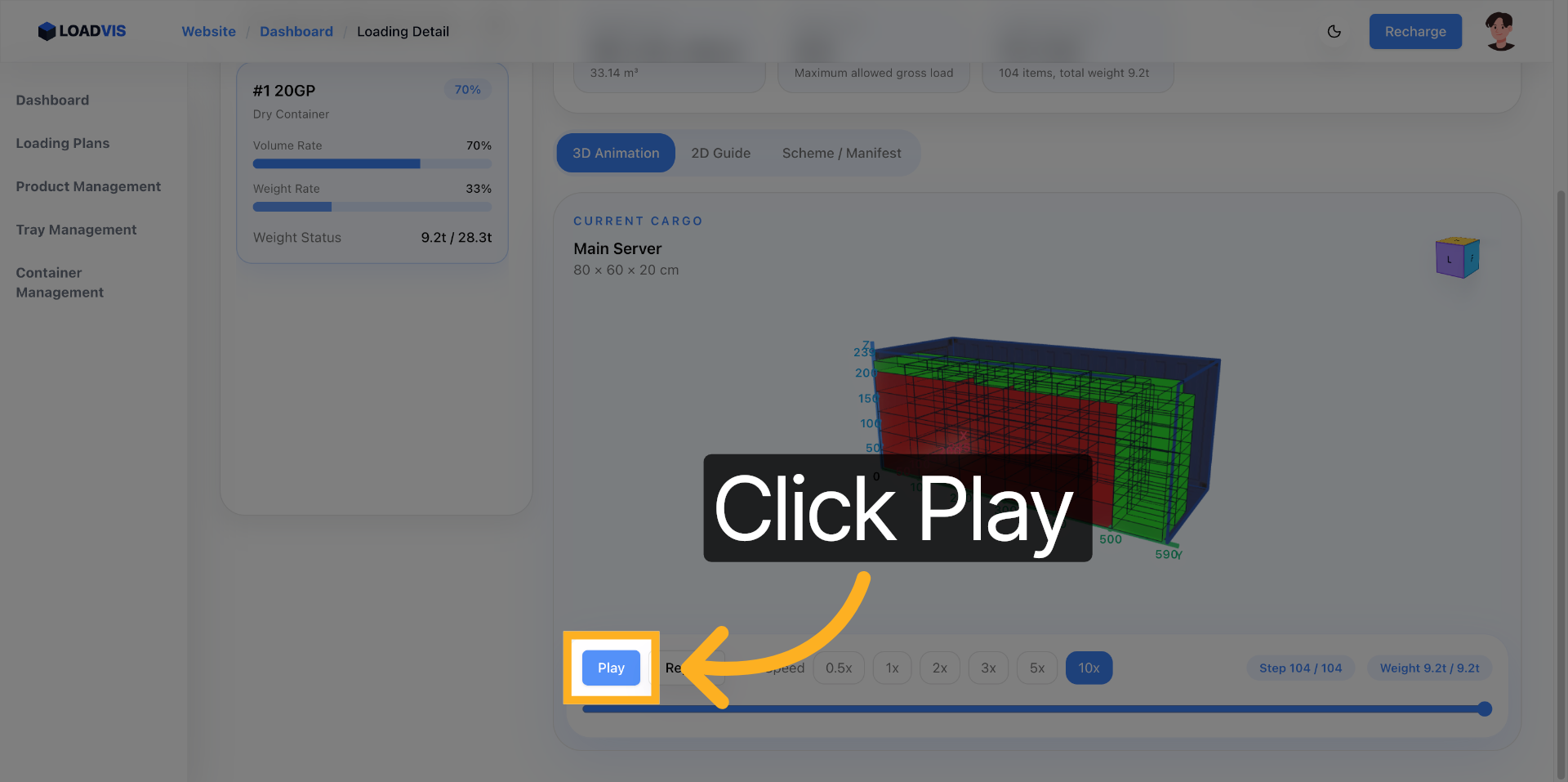
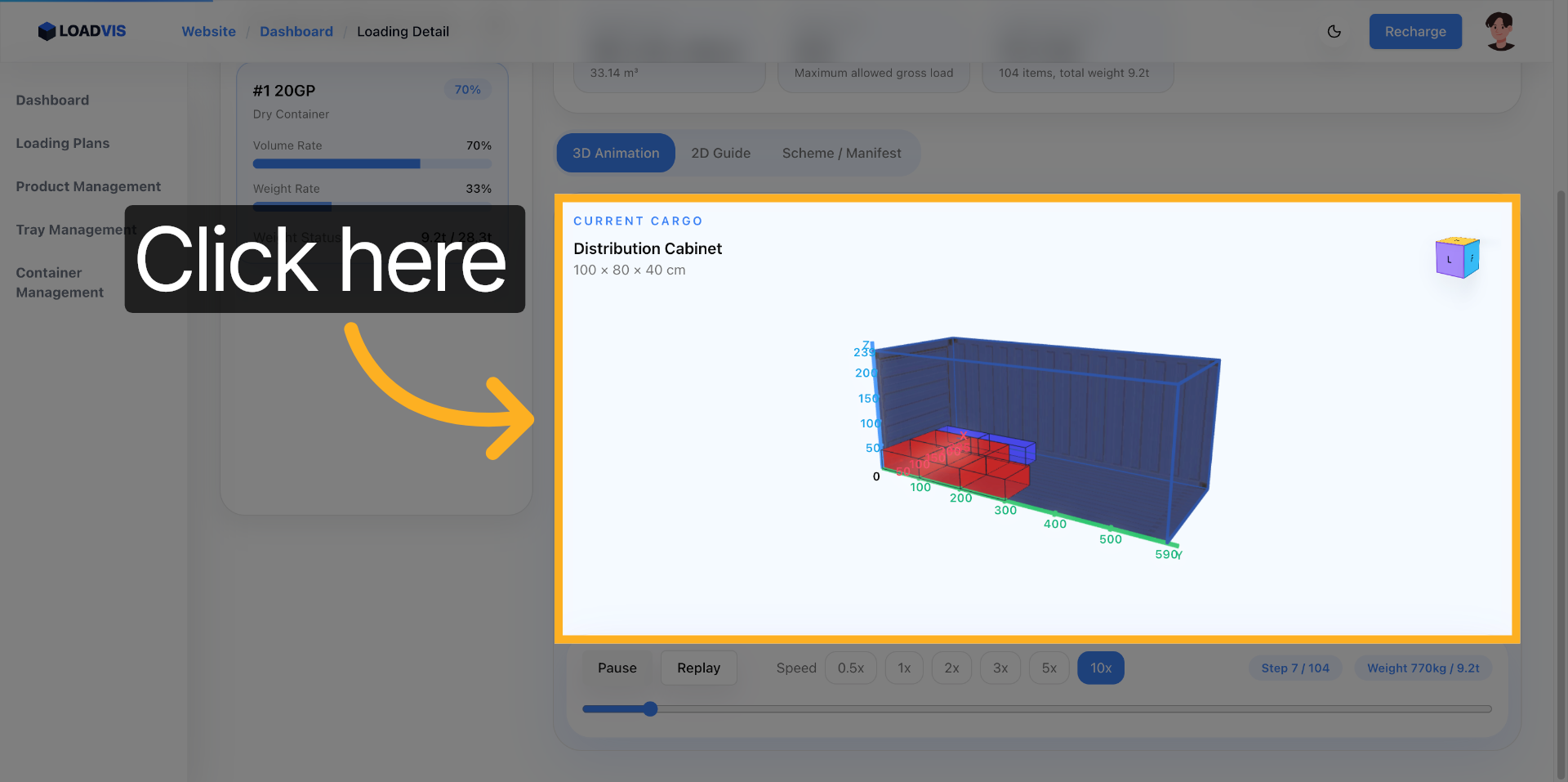
Die 3D-Ansicht ist ein Prüfwerkzeug, keine Spielerei. Ziehen Sie den Viewport. Inspizieren Sie die Stapelgeometrie.
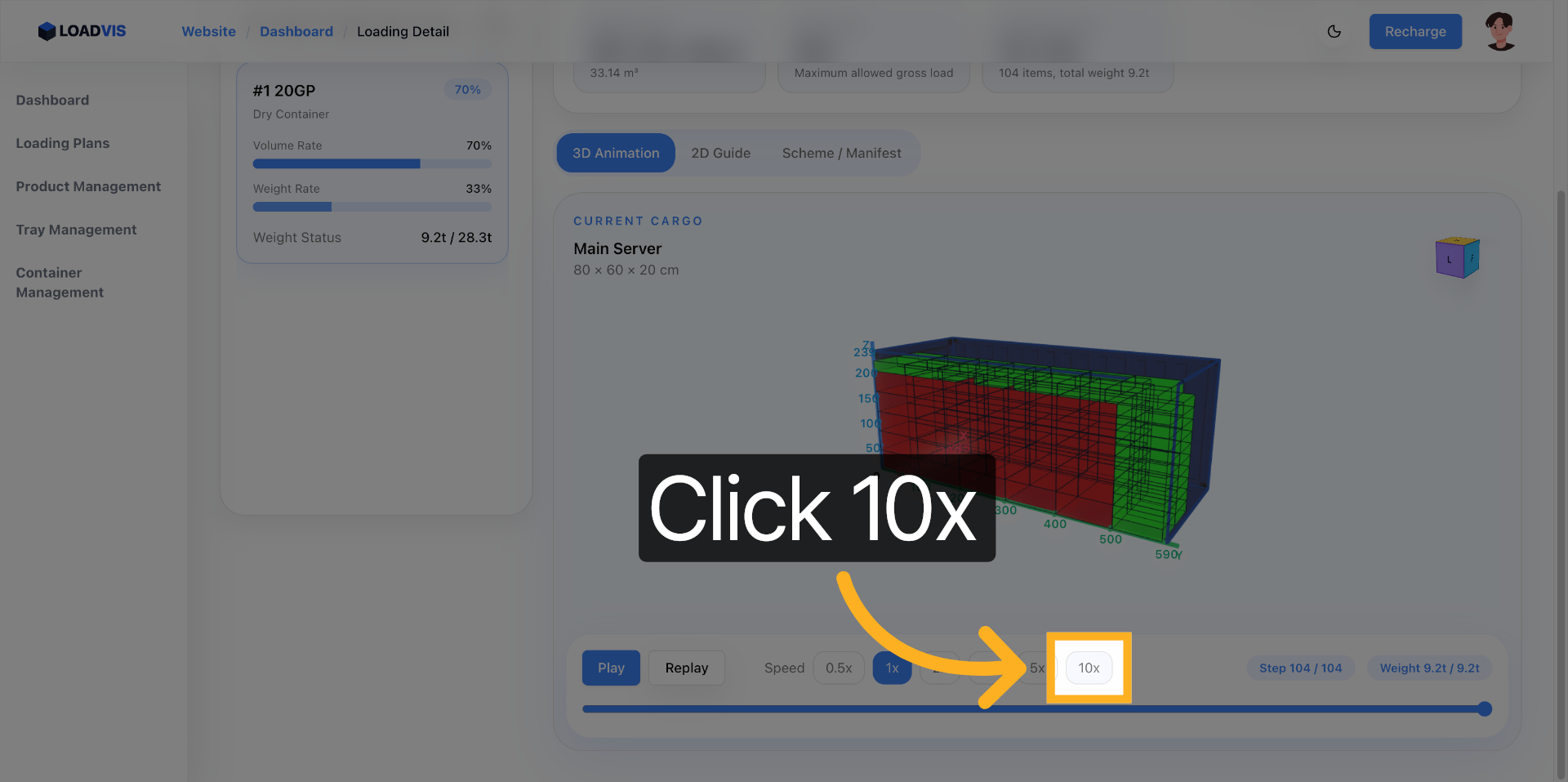
Setzen Sie den Playback auf ×10. Starten Sie die Sequenz. Verfolgen Sie, wann welche Palette gesetzt wird. Beobachten Sie Lücken, Überstände, kritische Turmhöhen.
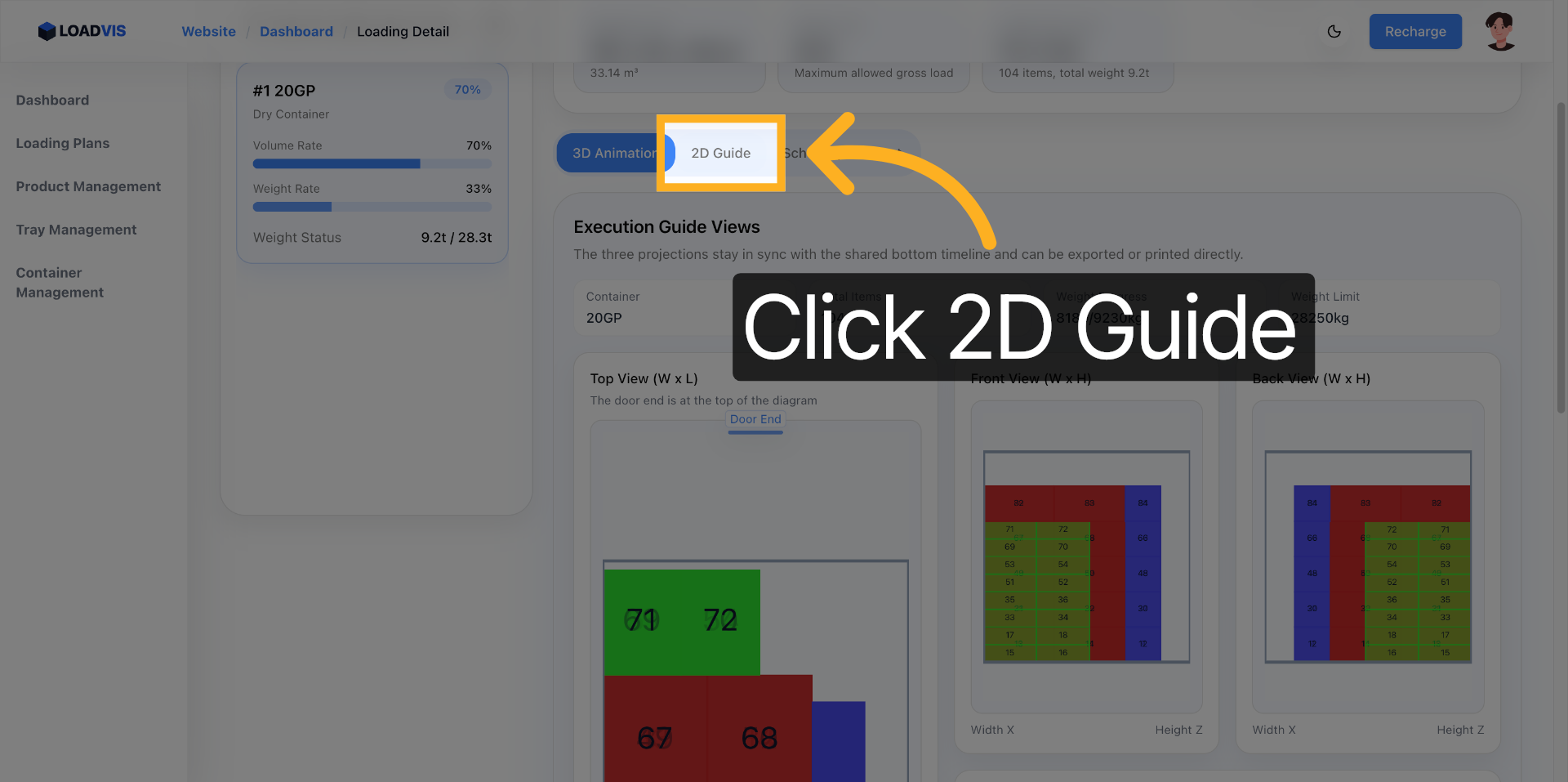
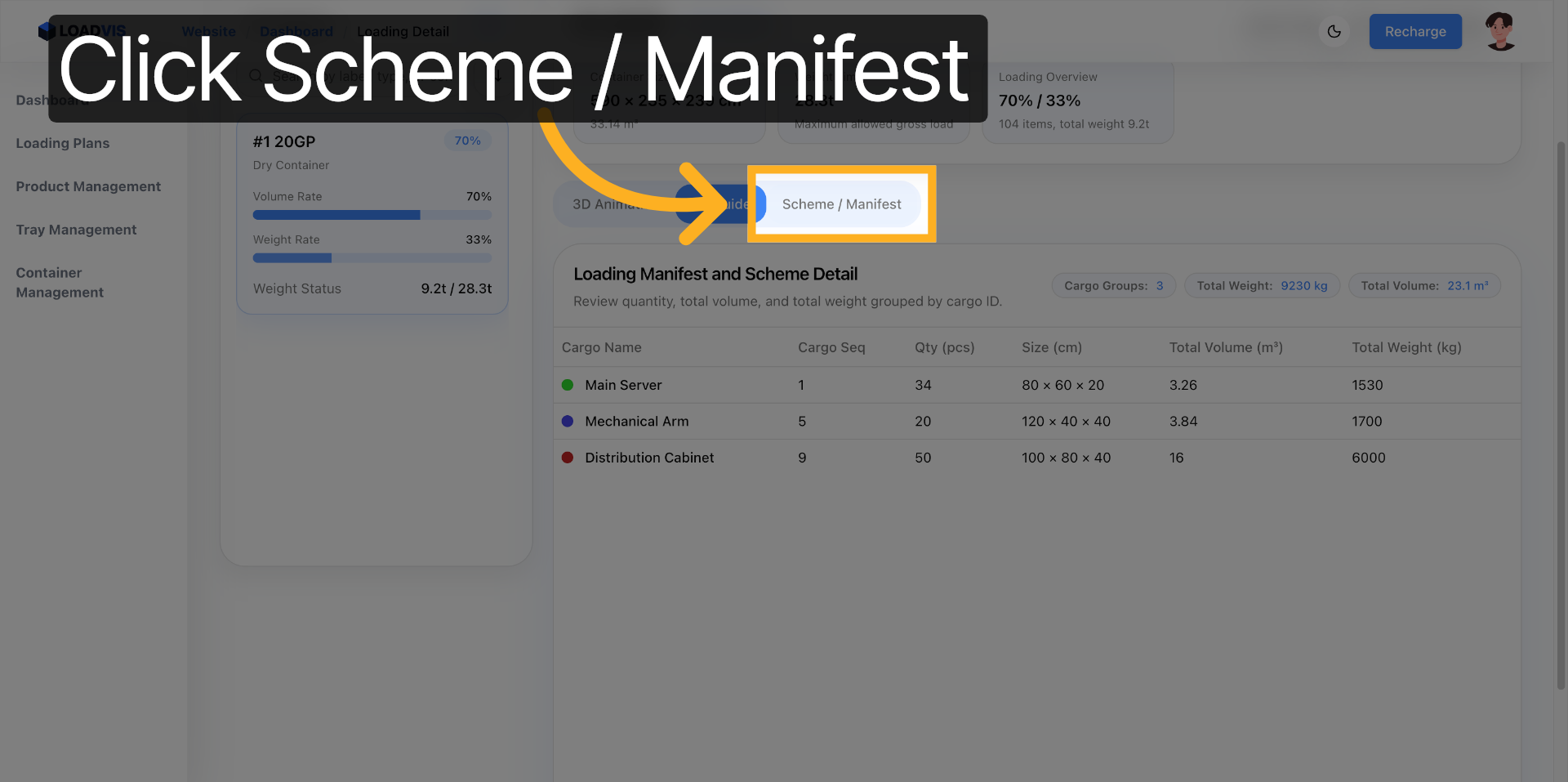
Schalten Sie auf „2D-Leitfaden“. Öffnen Sie „Schema / Manifest“. Die Tabelle listet exakte Längen, Breiten, Höhen, Stückgewichte und Gesamtvolumen ab. Kreuzen Sie gegen die Lieferscheine.
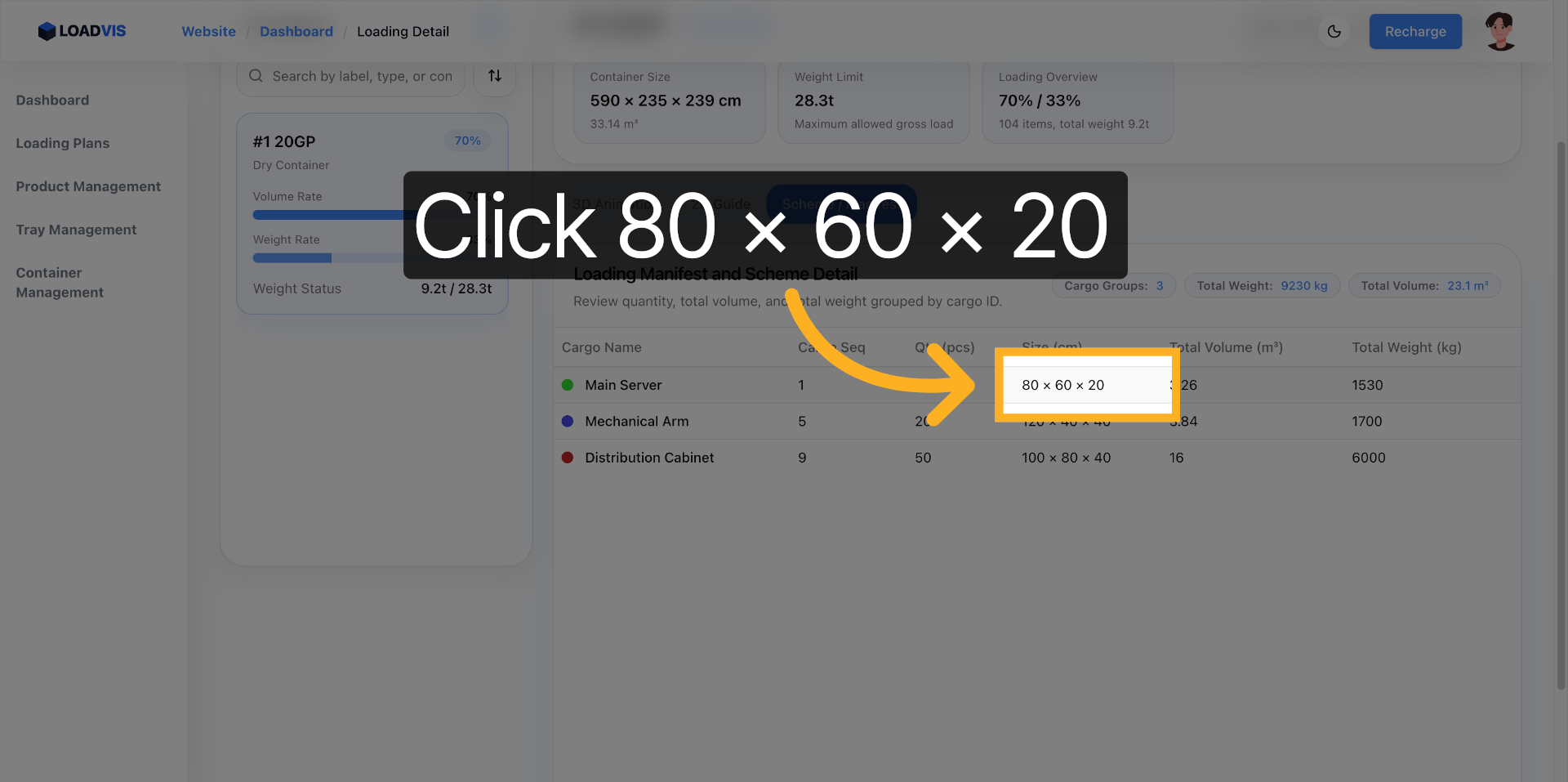
Automatisierte Berechnung liefert Koordinaten. Sie beantwortet aber nicht die Frage, ob der lokale Stapler das berechnete Gewicht in dieser Konfiguration überhaupt noch heben und sicher abstellen kann.
Schritt 4: Listenmanagement und das operative Feedback-Loop
Pläne akkumulieren. Ohne strenge Filter verliert die Dokumentation den Kontext.
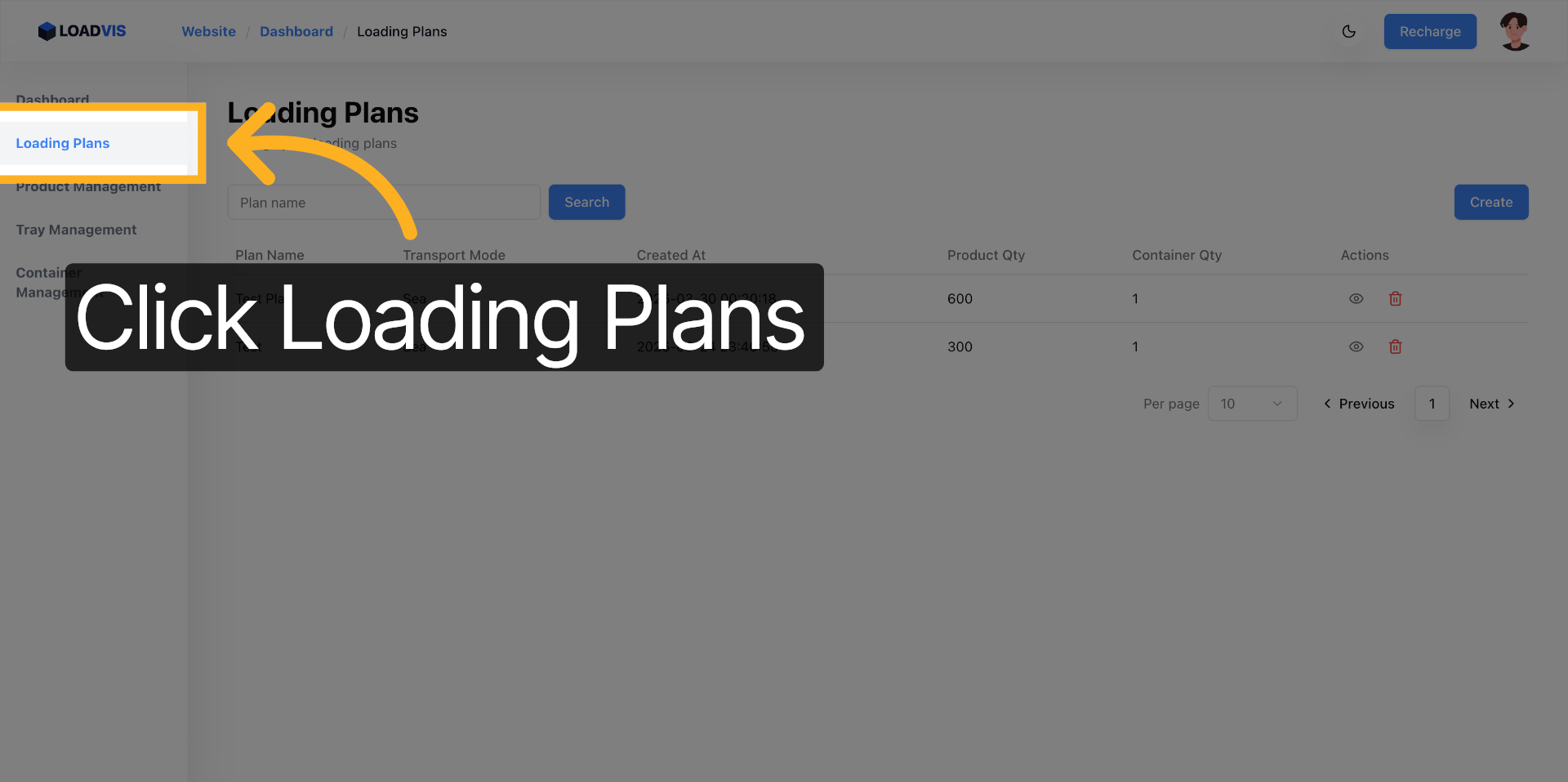
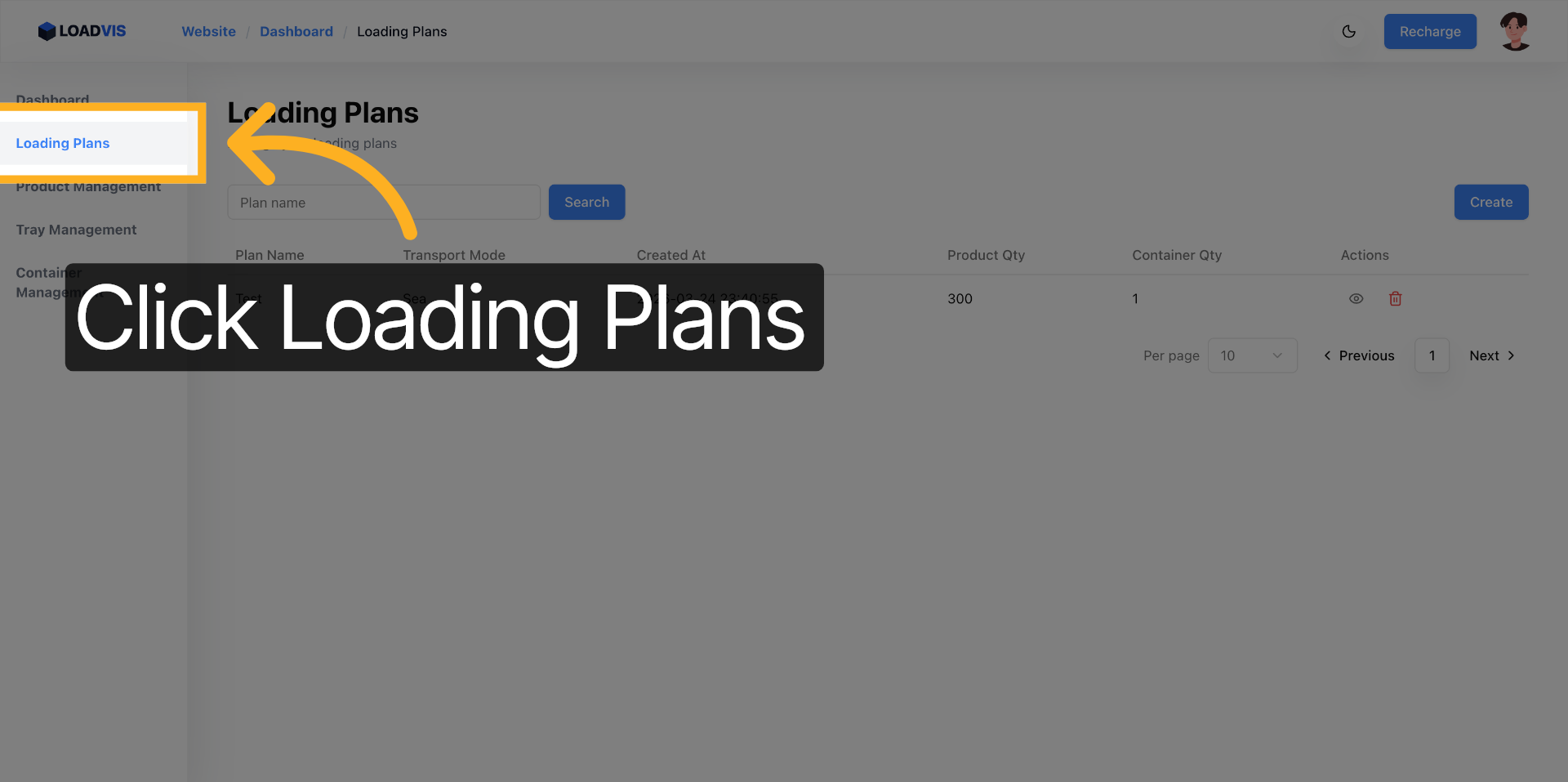
Gehen Sie zurück zu „Ladepläne“. Nutzen Sie die globale Suche. Öffnen Sie den „Planname“-Filter.
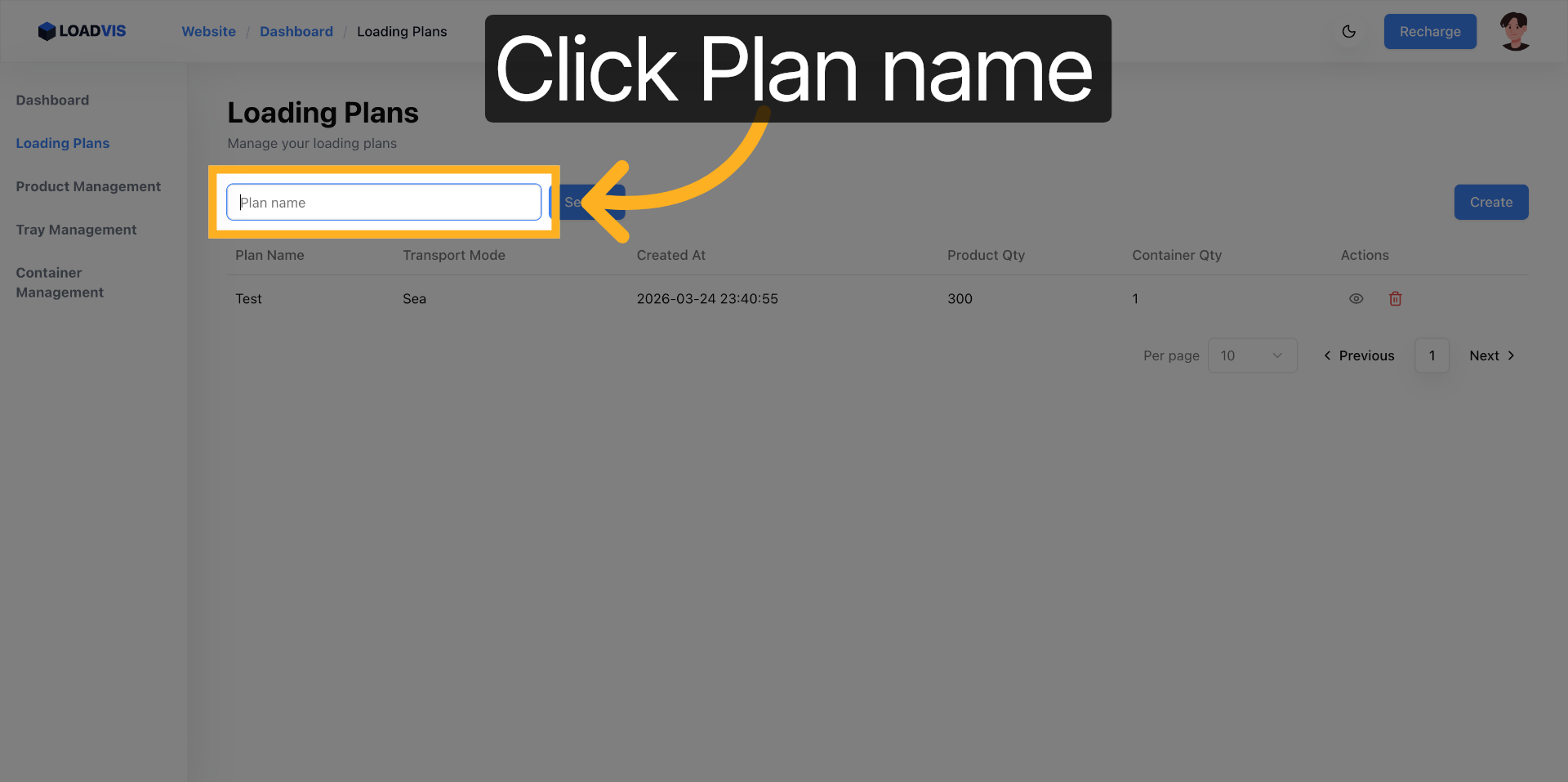
Geben Sie Schlüsselwörter ein. tester. Isolieren Sie den Datensatz.
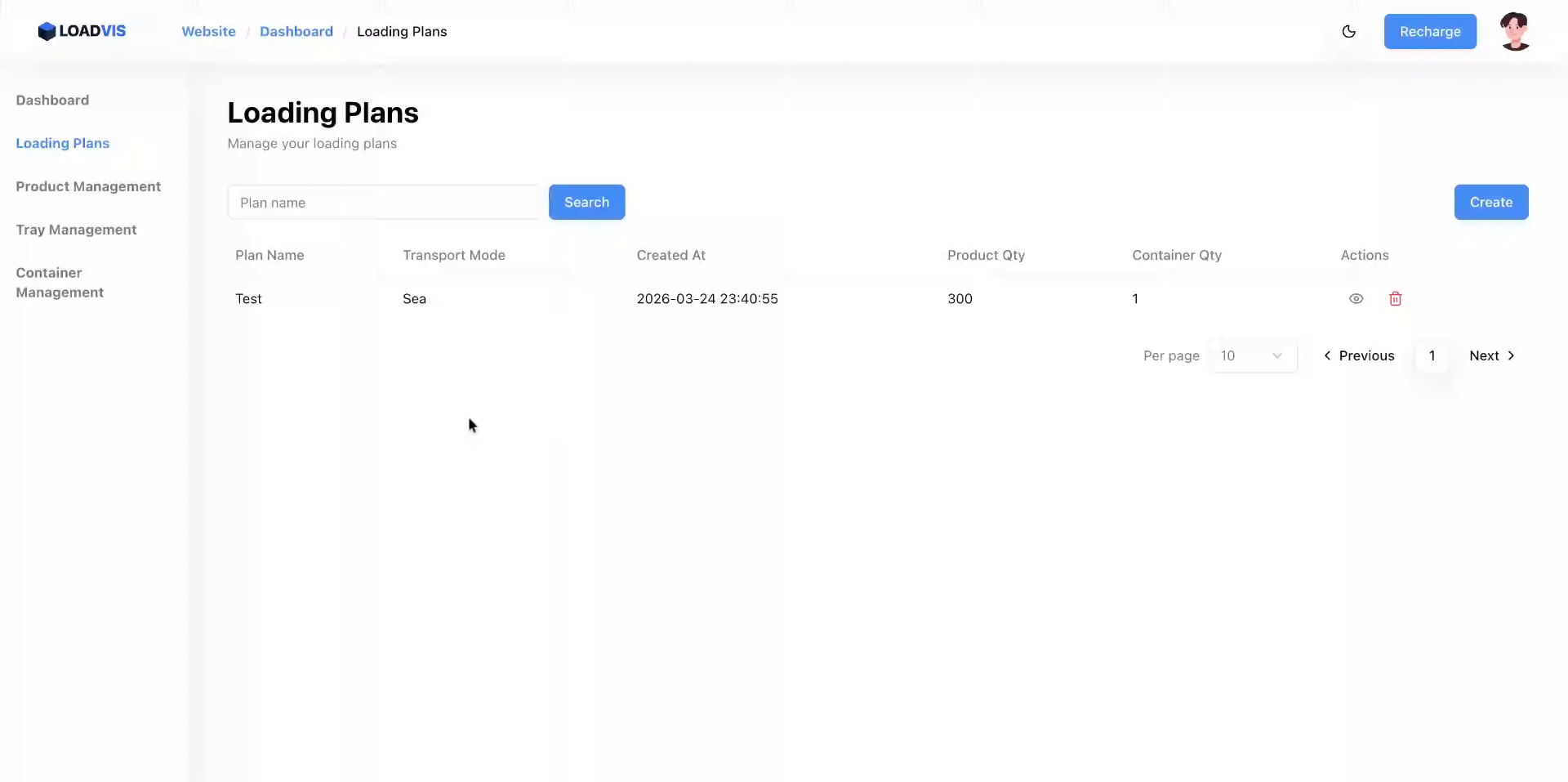
Diese Routine ist keine Verwaltungsspielerei. Sie stabilisiert das operative Feedback-Loop. Wenn die Verladung meldet, dass die sequenzielle Entladung an den Containertürmaßen scheitert, muss der Ursprungsplan sofort pullbar sein. Parameter korrigieren. Neuberechnung anstoßen.
Wenn die Physik gewinnt: Warum manuelle Prüfungen zwingend bleiben
Der Solver rechnet mit idealen geometrischen Körpern. Die Realität liefert deformierte Kartons, schwankende Palettendichten und Artikel, deren Gewichtsschwerpunkt intern verschoben ist.
Was passiert, wenn die Validierung fehlt? Der Plan zeigt 91 % Raumnutzung. Der berechnete Schwerpunkt liegt 18 cm zu weit achtern. Bei einer Vollbremsung auf der Autobahn verschiebt sich die Fracht. Die Spanngurte reißen. Die Ladung kippt. Oder: Die optimierte Stapelfolge platziert schwere Paletten exakt dort, wo der Gabelstapler im Lager maximal anheben muss. Theoretisch möglich. Praktisch ein Sicherheitsrisiko, das Stunden an Nacharbeit und manuelle Umlagerung erzwingt.
Manuelle Prüfungen, die nötig sind, lassen sich nicht automatisieren.
- Validieren Sie reale Verpackungsabweichungen gegenüber den hinterlegten CAD-Maßen.
- Prüfen Sie die statischen Hebekurven der verfügbaren Flurförderzeuge gegen die simulierten Turmgewichte.
- Simulieren Sie die Entladeschritte vorwärts und rückwärts. Ist die Reihenfolge im Ziel-Distribution-Center überhaupt abbaubar?
- Kontrollieren Sie Türöffnungshöhen, Rampenwinkel und interne Stützwände.
Das Werkzeug bietet automatisierte Berechnung, CG-Analyse, 3D-Visualisierung und exportierbare Arbeitsanweisungen. Es ist eine solide Entscheidungsgrundlage. Es ist aber kein Ersatz für das Urteilsvermögen des Verladeteams. Die finale Freigabe vor der Versiegelung muss immer vor Ort stattfinden. Technische Planung und operative Ausführung schließen keine Lücke von selbst. Sie überlappen sich nur dann sauber, wenn beide Seiten dieselbe Sprache sprechen: Daten, physikalische Constraints und klare Verantwortlichkeiten. Sonst bleibt es Mathematik. Und im Lager zählt nur, was physisch steht und sicher rollt.